Strona 1 z 4
Jak się robi gwint???
: 20 kwie 2011, 19:47
autor: glonojad
Proszę o pomoc zaczynam prace z tokarkom od początku i nigdy nie pracowałem na tokarce więc mam takie pytanie "jak zrobić gwint wewnętrzny gwintownikiem np. M6" gwintownik zamocowany w oprawce na sztywno jakie parametry F;S i jak się je wylicza dla gwintownika??? Z góry dziękuje.
[img]
: 20 kwie 2011, 20:18
autor: kamar
Dużo masz tych gwintowników ?
Gwintownik mocowany na sztywno, otwór nieprzelotowy. Tu nie parametry są problemem.
: 20 kwie 2011, 20:30
autor: tuxcnc
kamar pisze:Dużo masz tych gwintowników ?
Gwintownik mocowany na sztywno, otwór nieprzelotowy. Tu nie parametry są problemem.
Akurat dzisiaj widziałem taki film, na którym gość puścił cykl gwintowania, ale wrzeciono pokręcał ręką.
W sumie to programowi jest wszystko jedno co wrzecionem kręci.
Czyli czysto teoretycznie sprawa jest do zrobienia.
A praktycznie to też uważam, że gwintownik eksperymentu nie przeżyje, szczególnie M6.
.
: 20 kwie 2011, 22:14
autor: glonojad
Głównie chodzi mi o parametry jak się je wylicza dla tokarki.
Zacząłem prace na nowej tokarce oprogramowanie HEIDENHAIN PILOT CP620 i własnie chce się dowiedzieć na temat gwintowania bo gwint zewnętrzny zrobić to może dam rade ale własnie chodzi mi o gwintowanie np. M12 czy M6...
Jak się robi gwint na frezarce to podaje się jej obroty a ona posuw sobie sama przelicza mowa cały czas o HEIDENHAIN-e
: 20 kwie 2011, 22:24
autor: RomanJ4
maszynowe gwintowanie nieprzelotowego otworu w tokarce może skończyć się złamaniem gwintownika, wystarczy ułamek mm za daleko.
Można zacząć gwint (aby go prosto wprowadzić) np za pomocą gwintownika osadzonego w niezablokowanym na łożu koniku, a dogwintować do końca ręcznie kręcąc (z czuciem) gwintownikiem (co bezpieczniejsze), lub uchwytem z gwintowanym detalem (mniej bezpieczne jeśli uchwyt ma spora masę, może "przekręcić")
Edit. Z CNC to zupełnie inna bajka.
: 21 kwie 2011, 08:04
autor: mdg
Nie znam się za bardzo na Heidenheinie, ale znalazłem coś takiego dla eltropilota 4290:
: 21 kwie 2011, 15:19
autor: mike217
Gwinty sposobem podanym przez Romana robie na TSA 16 , najczęsciej są to M2 i M3, gwintowniki nie łamią się. Trzeba zrobić prostą sztuczke, skręcic uchwyt wiertarski z wyczuciem, przy dojściu do konca gwintu gwintownik obróci się w uchwycie. Do takiego gwintowania uzywam najmniejszych obrotów i luznego konika.
: 21 kwie 2011, 17:28
autor: glonojad
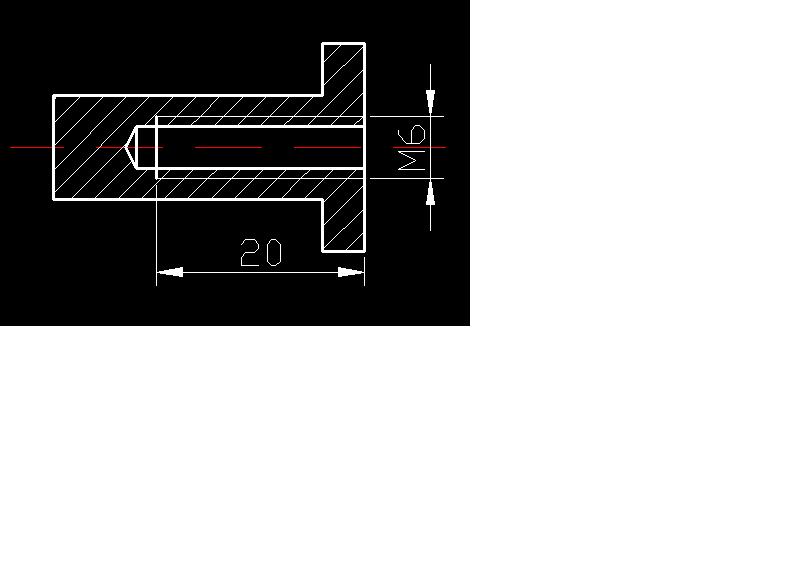
Panowie widzę że się nie rozumiemy mi tylko chodzi o parametry jak się wylicza "S" "F" dla TOKARKI na gwintowanie i nie ma że się nie da! Darmo by cyklu na gwintowanie nie było w oprogramowaniu!!! Nie ma prawa mi się złamać gwintownik jeżeli ja jej podam głębokość zrobienia gwintu.
Wstawiam mały rysunek tej tokarki

: 21 kwie 2011, 18:07
autor: mike217
Skoro skok gwintu znasz bo masz gwintownik to pomysl troszke i policz obroty i posów... mała filozofia.
: 21 kwie 2011, 18:33
autor: glonojad
No kurna jak bym wiedział to bym się nie pytał a trudno napisać co i jak wyliczyć??