[img]
Obsługa, Programowanie i Budowa Maszyn Numerycznych








")
Akurat dzisiaj widziałem taki film, na którym gość puścił cykl gwintowania, ale wrzeciono pokręcał ręką.kamar pisze:Dużo masz tych gwintowników ?
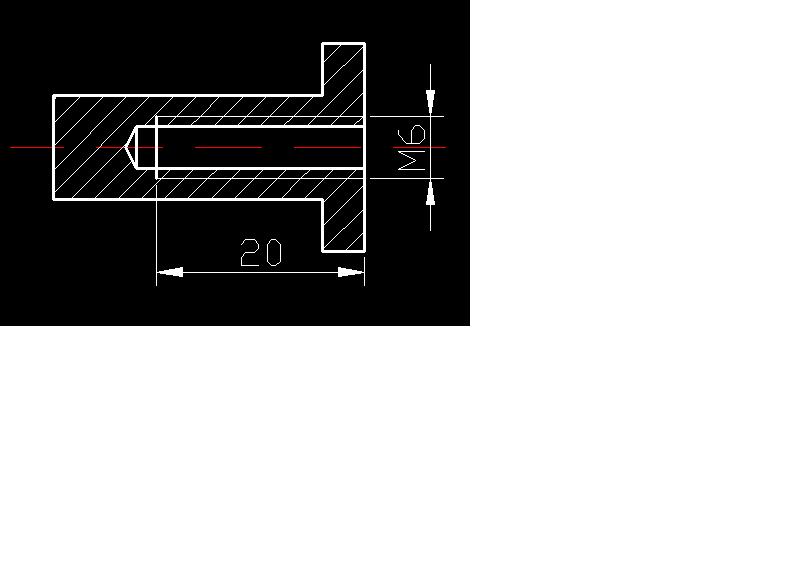
Gwintownik mocowany na sztywno, otwór nieprzelotowy. Tu nie parametry są problemem.

")






")

