Strona 1 z 1
kompesacja
: 05 kwie 2011, 15:42
autor: luk_asz01
witam.
maszyna - tokarka,
sterowanie - fanuc
1.czy kompensacje mozna wlaczyc i wylaczyc przed cyklem .
2. wlaczanie kompensacji do dolu przy obrobce po gorze. czy to zadziala?
: 06 kwie 2011, 18:42
autor: radeko
1. Nie ma sensu jej włączać, gdyż cykle są przeważnie dla obróbki zgrubnej , załącz ją przed ostatnim przejściem ( finish)
2. Dla kompensacji ważny też jest kierunek obróbki ...
: 07 kwie 2011, 11:14
autor: WZÓR
radeko pisze:... , gdyż cykle są przeważnie dla obróbki zgrubnej , załącz ją przed ostatnim przejściem ( finish)....
G70 (obróbka wykańczająca) też jest cyklem.

p.s.
luk_asz01 - miałeś pokazać ten program
 https://www.cnc.info.pl/topics19/kompen ... htm#197448
https://www.cnc.info.pl/topics19/kompen ... htm#197448
.... gdzie one są?

: 10 kwie 2011, 13:27
autor: luk_asz01
nie bede szukal dokladnego programu, ale wyglada to tak :
ST X71 Z-22
N100 G0 X68
G42 X67 Z-22.49
X66 Z-23.49
X64.9
Z-32.89
X71.
N200G40X72
I DRUGI MOJ
ST X71 Z-19
N100 G0 X62.5
G42 X63 Z-20.49
X64
X64.9 Z-23.49
Z-32.89
X71.
N200G40X72
: 10 kwie 2011, 18:54
autor: radeko
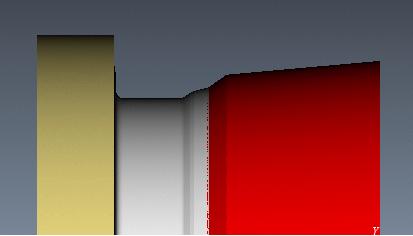
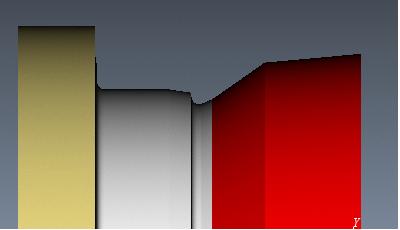
Zrobiłem Ci symulację obydwóch wersji programów, sam zobacz różnicę ...
Wydaje mi się że zdecydowanie pierwsza wersja
Przyjąłem że toczysz płytką DMMG o promieniu 1 mm
Zwróć uwagę na kolory - czerwony to wjazd na G0.
Musiałem dopisać G1 przy G42 , inaczej raczej crash
: 10 kwie 2011, 19:40
autor: luk_asz01
ST X71 Z-22
G71 U1. R0.5
G71 P100 Q200 U1. W0.5 F0.3
N100G0 X68
G1 G42 X67 Z-22.49
X66 Z-23.49
X64.9
Z-32.89
X71.
N200G40X72
I DRUGI MOJ
ST X71 Z-19
G71 U1. R0.5
G71 P100 Q200 U1. W0.5 F0.3
N100 G0 X62.5
G1 G42 X63 Z-20.49
X64
X64.9 Z-23.49
Z-32.89
X71.
N200G40X72
TERAZ NAPISALEM WSZYSTKO JAK POWINNO BYC.
sprawa wyglada tak. przy pierwszysm programie nie mialem kontroli nad gruboscia skrawania W1. tzn. nie wazne czy dalem. 1. 0.5 czy 0.1 na kazde przejscie. noz robil mi kilka przejsc ale nad sztuka, i dopiero przy czyszczacym zbieral mi wszystko na raz. przy drugim ladnie mi bral tyle ile chcialem. i mialem kontrole nad wszystkim.
poza tym kompensacja wlaczona do dolu zadziala na fanuc , na innym sterowanie wyskoczyly mi errory, bledy itp
napisze jeszcze ze to nie byl walek tylko odlew w ksztalcie miski. i byl obrabiany w polowie
: 10 kwie 2011, 20:34
autor: WZÓR
luk_asz01 pisze:....TERAZ NAPISALEM WSZYSTKO JAK POWINNO BYC.....
luk_asz01 - w obu programach , w cyklu G72 nie widzę parametru
D.
Schemat cyklu G72

W/g mnie programy są napisane od d***** strony.
: 10 kwie 2011, 22:27
autor: luk_asz01
tak nie widzisz D . bo takowy nie wystepuje w sterowaniu fanuc 21tb. w programach co napiaslem powinno byc G71 zamiast G72
Na przykład:
N17 …….
N18 G0 X.. Z.. .
N19 G71 U… R…
N20 G71 P… Q… U… W… F…
N21 G0/G1 X… Z…
N22 …
N23 … opis skończonego profilu
N24 …
Gdzie:
X => Współrzędna początku cyklu wzdłuż osi X
Z => Współrzędna początku cykklu wzdłóż osi Z
1 BLOK G71
U => Głębokość przejścia promieniowego wyrażona bez znaku.
R => Oddzielenie promieniowe narzędzia w drodze powrotnej na 45°, wartość bez znaku.
2 BLOK G71
P => Numer bloku gdzie rozpoczyna się profil obróbki zgrubnej.
Q => Numer bloku gdzie kończy się profil obróbki zgrubnej.
choc dla cyklu G72 tez nie wystepuje D = cykl usuwania z czola
Na przykład:
N17 …….
N18 G0 X.. Z.. .
N19 G72 W… R…
N20 G72 P… Q… U… W… F…
N21 G0/G1 X… Z…
N22 …
N23 … opis skończonego profilu
N24 …
Gdzie:
X => Współrzędna początku cyklu wzdłuż osi X
Z => Współrzędna początku cyklu wzdłuż osi Z
1 BLOK G72
W => Głębokość przejścia wzdłuż osi Z wyrażona bez znaku.
R => Oddzielenie narzędzia w drodze powrotnej na 45°, wartość wyrażona bez znaku.
2 BLOK G72
P => Numer bloku gdzie rozpoczyna się profil obróbki zgrubnej.
Q => Numer bloku gdzie kończy się profil obróbki zgrubnej.
U => Średnicowy naddatek metalu na osi X; wartość wyrażona ze znakiem.
W => Naddatek metalu na osi Z; wartość wyrażona ze znakiem.
F => Posuw roboczy.