a czy ten nóż jest przystosowany do toczenia w lewo?RobiszToŹle pisze:toczenie "poprzeczne"...
prawa strona rowka jest bardzo gładka, jakby nóż tarł powierzchnią przyłożenia...
Obsługa, Programowanie i Budowa Maszyn Numerycznych






")

")
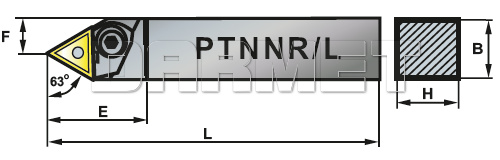
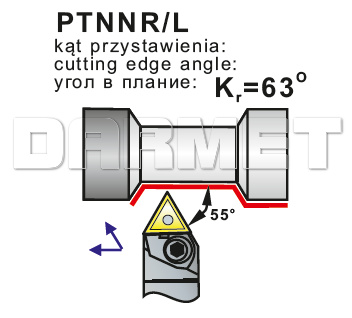
nóż PTNNR nie jest przeznaczony do toczenia w lewo ani wcinania (niebieskie strzałki), ponieważ ze względu na własny zerowy kąt przyłożenia(nie ma skosu) płytka jest pochylona w dół, i w lewo w kierunku uchwytu (λs: -6°, γo: -5°, ujemny kąt natarcia)gaski pisze:a czy ten nóż jest przystosowany do toczenia w lewo?


i to także będzie jedną z przyczyn powstawania drgań, zwłaszcza przy wcinaniu..gaski pisze:prawa strona rowka jest bardzo gładka, jakby nóż tarł powierzchnią przyłożenia...
")
pioterek pisze:Jak by ktoś nie wiedział dla mnie, to tak wygląda najlepszy przecinak
Nie drży, nie piszczy, problemów nie mnoży na noże przecinaki możesz h__ położyć.








