



Cześć,
Stoję przed rozwiązaniem problemu braku osiowości wrzeciona i konika.
Problem dotyczy niemieckiej chińszczyzny. Na stronie polskiego przedstawiciela .... Sprzęt nadal na gwarancji.
Problem ma wymiar ok. 1mm w poziomie i 0.5mm, w pionie przy zastosowaniu uchwytu wiertarskiego. trzpienia i wiertła długości 30mm poza uchwytem wiertarskim.
Niestety w przypadku moich zastosowań, kiedy wiercę 1mm wiertłem wygina się jak z plasteliny, po czym pęka.
Co radzicie?
Reklamować?
A może może poprostu spróbować drobnym papierkiem wyszlifować kilka setek milimetrów łoża konika, próbując wycentrować odpowiednio do wrzeciona?
Liczę na Wasze doświadczania i wsparcie.
z pozdrowieniami,
Marcin
Problem osiowości wrzeciona i konika


-
acetylenek
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 577
- Rejestracja: 12 mar 2006, 21:46
- Lokalizacja: Kraków/Olkusz
Proponuje najpierw zdiagnozować dobrze problem tzn. czy to jest przesunięcie czy zły kąt.
Można to sprawdzić czujnikiem najlepiej w kilku miejscach na łożu. Czy to konik jest wadliwy czy wrzeciono też jest pod kątem w stosunku do prowadnic (toczy wałki czy stożki).
Warto by też sprawdzić jakość elementów które są do konika wkładane może to uchwyt jest przekoszony.
Można to sprawdzić czujnikiem najlepiej w kilku miejscach na łożu. Czy to konik jest wadliwy czy wrzeciono też jest pod kątem w stosunku do prowadnic (toczy wałki czy stożki).
Warto by też sprawdzić jakość elementów które są do konika wkładane może to uchwyt jest przekoszony.
-
 clipper7
clipper7
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2368
- Rejestracja: 06 sty 2007, 13:29
- Lokalizacja: Poznań
Najprościej jest reklamować. W innym przypadku, należy zdjąć uchwyt, w stożek wrzeciona włożyć wałek testowy z odp. stożkiem ( trzeba go mieć lub pożyczyć), zmierzyć czujnikiem zegarowym bicie i "ciągnięcie stożka" na całej długości. Jeżeli OK, to założyć uchwyt i sprawdzić wałkiem testowym cylindrycznym j.w. To da odp. na pytanie, czy wrzeciono i uchwyt są OK. Jeżeli tak, to pozostaje sprawdzić osiowość konika ( np. wykorzystując kły stałe we wrzecionie i koniku). Jeżeli OK, to należy zatoczyć wałek i sprawdzić stożek. W poziomie powinna być regulacja w podstawie konika, w pionie zwykle jej nie ma. Wnioski nasuną się same, niech Bogowie czuwają nad gwarancją 
Jeżeli pomogłem - nie zapomnij kliknąć POMÓGŁ
-
ezbig
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 2097
- Rejestracja: 07 lip 2006, 00:31
- Lokalizacja: mazowieckie
Z reklamacją takiej chińszczyzny jest zwykle problem, bo jak coś ewidentnie nie jest uszkodzone to życzę powodzenia.
Kupiłem ostatnio szlifierkę wieloczynnościową i okazuje się, że ma bicie na każdym założonym uchwycie. Oddałem na reklamację i wróciła po kilku dniach z adnotacją "sprawna". Bicie jak było tak jest. Ja przeanalizowałem problem i albo muszę to reklamować do skutku, aż kasę zwrócą, albo muszę wytoczyć sobie sam tulejki. To ich "precyzja" jest przyczyną bicia (raz udało mi się założyć jedno wiertło na uchwyt, tak że bicia nie było, ale to jak trafić z zamkniętymi oczami w 10 na tarczy).
Obawiam się, że w twoim przypadku będzie tak samo. Po reklamacji wróci w podobnym stanie jaką masz teraz.
Kupiłem ostatnio szlifierkę wieloczynnościową i okazuje się, że ma bicie na każdym założonym uchwycie. Oddałem na reklamację i wróciła po kilku dniach z adnotacją "sprawna". Bicie jak było tak jest. Ja przeanalizowałem problem i albo muszę to reklamować do skutku, aż kasę zwrócą, albo muszę wytoczyć sobie sam tulejki. To ich "precyzja" jest przyczyną bicia (raz udało mi się założyć jedno wiertło na uchwyt, tak że bicia nie było, ale to jak trafić z zamkniętymi oczami w 10 na tarczy).
Obawiam się, że w twoim przypadku będzie tak samo. Po reklamacji wróci w podobnym stanie jaką masz teraz.
-
m.j.
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 691
- Rejestracja: 30 lip 2009, 14:00
- Lokalizacja: Świdnik
Miałem też podobny problem z osiowością wrzeciona i konika. Już na długości 1-2cm widać było jak ciągnie stożek. Często też łamało mi nawiertaki i wiertła. Też miałem reklamować ale postanowiłem najpierw zainwestować w najtańszy czujnik zegarowy i podstawę magnetyczną. Okazało się, że na uchwycie było bardzo małe bicie. Natomiast korpus wrzeciennika był nachylony w dól w stosunku do łoża - pomierzyłem to na pręcie wykorzystywanym na prowadnice o ø=18mm. Poluzowałem wrzeciennik i podłożyłem podkładki miedzy wrzeciennik, a łoże. Co prawda to robota żmudna i trochę po omacku jednak operacja udała się i pacjent przeżył  tzn. stożka nie ciągnie,a i konik dał się wyregulować podkładkami - co ciekawe przed operacją na wrzecienniku kieł konika był powyżej kła wrzeciona,a po operacji sporo poniżej i mogłem zastosować podkładki. Teraz mogę cieszyć się chińszczyzną, choć kosztowało mnie to niemało nerwów.
tzn. stożka nie ciągnie,a i konik dał się wyregulować podkładkami - co ciekawe przed operacją na wrzecienniku kieł konika był powyżej kła wrzeciona,a po operacji sporo poniżej i mogłem zastosować podkładki. Teraz mogę cieszyć się chińszczyzną, choć kosztowało mnie to niemało nerwów.
Mam tylko nadzieję, że i Tobie uda się zwyciężyć z chińską myślą techniczną i doprowadzić sprzęt do ładu.
Mam tylko nadzieję, że i Tobie uda się zwyciężyć z chińską myślą techniczną i doprowadzić sprzęt do ładu.
tokarka NARVIK "made in Taiwan", frezarka Hartford (klon Bridgeporta "made in Taiwan"), frezarka Bridgeport w takcie przeróbki na CNC, frezarka CNC DIY, trochę pomniejszych klamotów
-
bob35
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 417
- Rejestracja: 05 maja 2007, 10:23
- Lokalizacja: Bielsko-Biała
Kolego clipper7 co ma nie współosiowość konika do bicia uchwytu. Normalnie na tokarce manualnej stożki toczy się także przez przesunięcie konika . Tylko to o czym wy piszecie to jest zabaweczka stołowa gdzie brak regulacji
OGŁOSZENIE!!! Zamienię dobrą prace w dynamicznie rozwijającym się kraju na zasilek w krajach starej uni.
-
kugi
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 2
- Posty: 12
- Rejestracja: 06 lut 2010, 20:14
- Lokalizacja: Warszawa
Niestety ja również odrobinę sceptycznie podchodzę do procedury reklamacyjnej. Poza tym że obawiam się długotrwałego rozstania się ze sprzętem, na przeciągający się okres rozpatrywania reklamacji, to sam również mam newralgiczne doświadczenia reklamacyjne. Zaledwie dwa tygodnie temu Makita przysłała mi długi list w odpowiedzi na mają reklamację, w skrócie brzmiało to mniej więcej jak: " tak już jest i niech Pan się przyzwyczaja" ....
Traktuje reklamacje jako ostatni krok.
Clipper, doceniam Twoje propozycje. Reprezentujesz porządnickie podejście ale wałki wzorcowe są zdecydowanie poza mym amatorskim zasięgiem.
Co do prób, testów odrobinę bardziej łopatologicznych.
(tak na marginesie w tym sprzęcie koń nie jest regulowany w żadnej perspektywie, niespecjalnie jest też gdzie podkładki wkładać ;( ... )
Wielokrotnie zostało już sprawdzone, wałki z uchwytu toczy zadowalające. Dziś po Waszych listach, przeprowadziłem jeszcze jeden test na dość długim wałku i po przetoczeniu nadal wypada walec.
Wydaje się że to eliminuje braki równoległości wrzeciennika i łoża.
Już kilka razy sprawdzałem tez wszelkiego rodzaju bicie na wrzecionie, kole zabierakowym i na samym uchwycie. Generalnie jest nieźle.
Moim skromnym zdaniem problem jest umiejscowiony w samym koniku. Potwierdza to fakt, iż po zamianie uchwytu z trzpieniem na kieł obrotowy nadal widoczne jest owe wypaczenie. Naturalnie jest ono niewspółmiernie mniejsze, ale to wynika oczywiście z dużo mniejszego ramienia.
Jutro jeszcze postaram się zakupić jakiś mniejszy uchwyt wiertarski (bardziej precyzyjny) aktualnie mam 1-10 a operuje na 1; 1.5mm. Mimo że ten uchwyt to też chiny to robi pozytywne wrażenie.
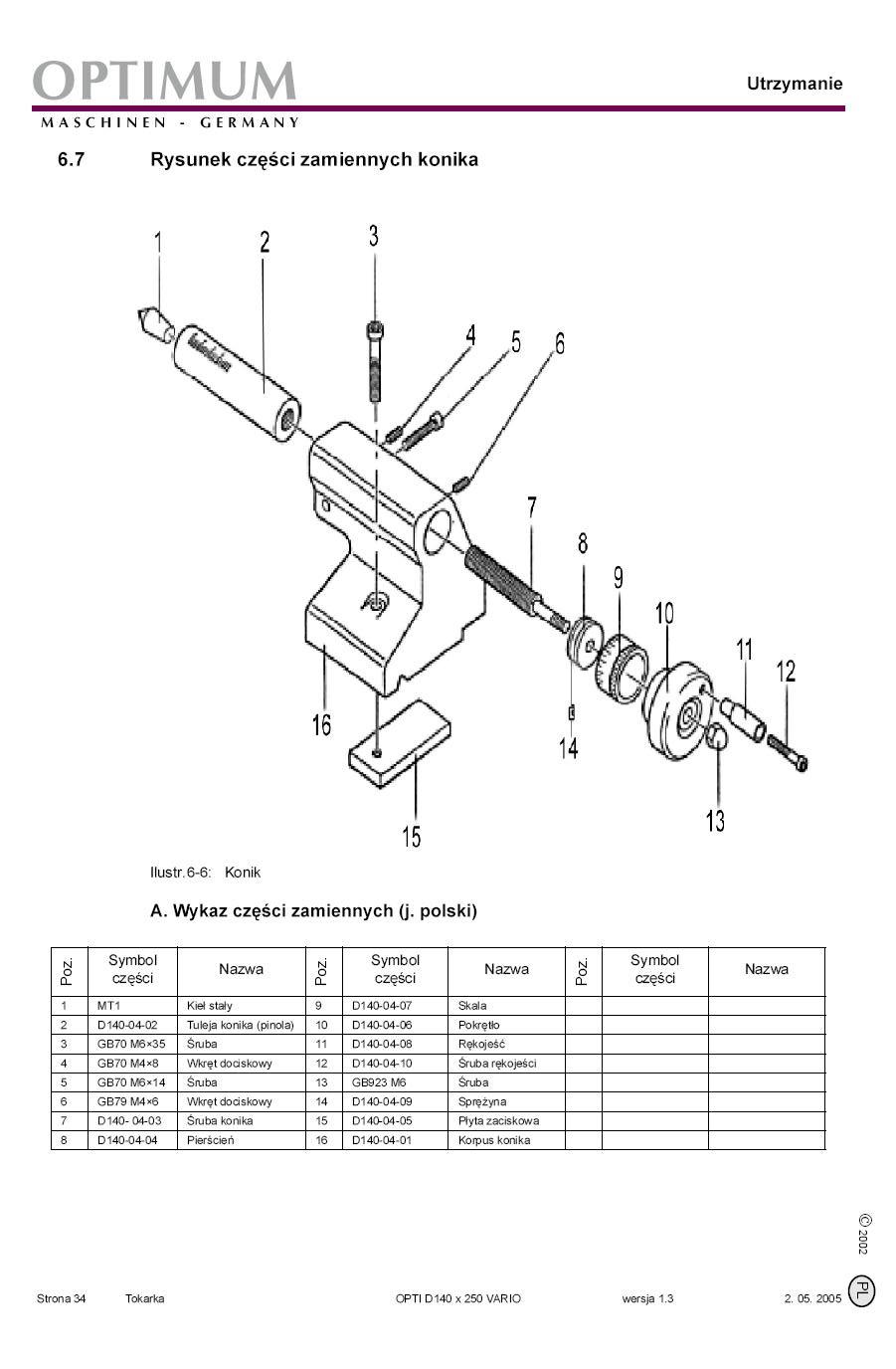
Dla zobrazowania załączyłem budowę tego konika.
Dzięki za Wasze głosy.
miłej nocy,
Marcin
Traktuje reklamacje jako ostatni krok.
Clipper, doceniam Twoje propozycje. Reprezentujesz porządnickie podejście ale wałki wzorcowe są zdecydowanie poza mym amatorskim zasięgiem.
Co do prób, testów odrobinę bardziej łopatologicznych.
(tak na marginesie w tym sprzęcie koń nie jest regulowany w żadnej perspektywie, niespecjalnie jest też gdzie podkładki wkładać ;( ... )
Wielokrotnie zostało już sprawdzone, wałki z uchwytu toczy zadowalające. Dziś po Waszych listach, przeprowadziłem jeszcze jeden test na dość długim wałku i po przetoczeniu nadal wypada walec.
Wydaje się że to eliminuje braki równoległości wrzeciennika i łoża.
Już kilka razy sprawdzałem tez wszelkiego rodzaju bicie na wrzecionie, kole zabierakowym i na samym uchwycie. Generalnie jest nieźle.
Moim skromnym zdaniem problem jest umiejscowiony w samym koniku. Potwierdza to fakt, iż po zamianie uchwytu z trzpieniem na kieł obrotowy nadal widoczne jest owe wypaczenie. Naturalnie jest ono niewspółmiernie mniejsze, ale to wynika oczywiście z dużo mniejszego ramienia.
Jutro jeszcze postaram się zakupić jakiś mniejszy uchwyt wiertarski (bardziej precyzyjny) aktualnie mam 1-10 a operuje na 1; 1.5mm. Mimo że ten uchwyt to też chiny to robi pozytywne wrażenie.
Dla zobrazowania załączyłem budowę tego konika.
Dzięki za Wasze głosy.
miłej nocy,
Marcin
-
vv3k70r
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 1
- Posty: 420
- Rejestracja: 01 lip 2007, 17:52
- Lokalizacja: trelleborg
Quantum to sa fajne maszyny modelarskie (takie jest ich przeznaczenie przeciez),
ale to nie jest maszyna plug and play.
To jest zestaw-skladak, trzeba go rozerbrac i zlozyc. I po drodze pomeirzyc czy wszedzie jest rowny, zrobic korekty, etc.
A jesli zestaw "zloz sobie tokareczke" nie jest tym co chciales kupic to oddaj go ze jest zle, jak nie oddadza kasy od razu to idz w zaparte i oddaj 3 razy na gwarancji.
-----------------------------------------------------------------------------------
Zeby sie ktos nie obrazil. Quantum po wybebeszeniu i wymainie walkow, doszlifowaniu prowadnic jest bardzo fajne i dokladne. Ale trzeba przy tym posiedziec.
To nie jest maszyna do produkcji.
ale to nie jest maszyna plug and play.
To jest zestaw-skladak, trzeba go rozerbrac i zlozyc. I po drodze pomeirzyc czy wszedzie jest rowny, zrobic korekty, etc.
A jesli zestaw "zloz sobie tokareczke" nie jest tym co chciales kupic to oddaj go ze jest zle, jak nie oddadza kasy od razu to idz w zaparte i oddaj 3 razy na gwarancji.
-----------------------------------------------------------------------------------
Zeby sie ktos nie obrazil. Quantum po wybebeszeniu i wymainie walkow, doszlifowaniu prowadnic jest bardzo fajne i dokladne. Ale trzeba przy tym posiedziec.
To nie jest maszyna do produkcji.
bumeluję






