radius to end of arc differs from radius to start
: 12 maja 2019, 23:56
Witam.
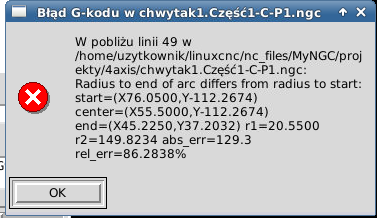
Często podczas wczytywaniu pliku ngc w LINUXCNC mam taki błąd:
radius to end of arc differs from radius to start
W CAMBAM w ustawieniach postprocesora :
LinuxCNC -> Tryb środka łuku
przetestowałem wszystkie ustawienia i lipa. Błąd dalej jest.
Zauważyłem że błąd zawsze jest w pierwszym łuku po zmianie narzędzia (ale to może przypadek).
Proszę o pomoc w rozwiązaniu tego problemu.
Często podczas wczytywaniu pliku ngc w LINUXCNC mam taki błąd:
radius to end of arc differs from radius to start
W CAMBAM w ustawieniach postprocesora :
LinuxCNC -> Tryb środka łuku
przetestowałem wszystkie ustawienia i lipa. Błąd dalej jest.
Zauważyłem że błąd zawsze jest w pierwszym łuku po zmianie narzędzia (ale to może przypadek).
Proszę o pomoc w rozwiązaniu tego problemu.