SSK-MB + TA8435 - stepconf w LinuxCNC
: 12 gru 2017, 10:56
Witam wszystkich i przepraszam za przydługi wstęp, ale staram się oszczędzić Wam czasu i szczegółowo nakreślić sytuację.
Maszyna już pracowała na innym kompie, połączenia przetestowane, nie mam tego kompa ani konfiguracji, zaczynam przygodę .
.
Mam problem z wstępną konfiguracją w step conf, mianowicie:
Posiadam SSK-MB :
https://www.akcesoria.cnc.info.pl/242-s ... nc-ssk-mb1
zwory ustawione na pół kroku (wszystkie jumpery rozwarte).
1. nie znalazłem informacji, co to dokładnie oznacza: czy pracę półkrokową, czy ogólnie mikrokrokową (ponieważ sterowniki silników mam ustawione na 1/8 kroku)?
2. Jakie czasy ustawić w bazowej konfiguracji?
http://www.linuxcnc.org/docs/2.7/html/c ... nformation
znalazłem kilka opcji:
a) Gecko 540, (coś tam kręci silnikami, ale da się zatrzymać ręką, co moim zdaniem nie powinno występować przy silniku 1.5A)
b)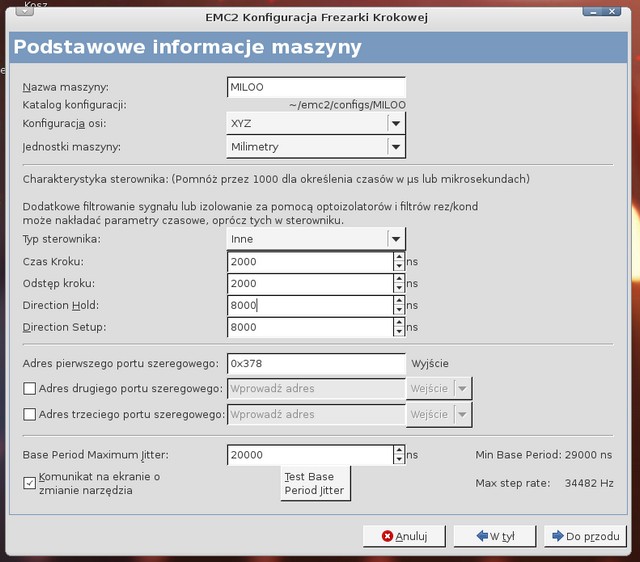
c) linuxcnc-problem-z-konfiguracja-t36365- ... mb#p262863
Konfiguracja osi.
http://www.linuxcnc.org/docs/2.7/html/c ... figuration
Mam sterowniki praktycznie identyczne z tymi:
http://www.ottop.republika.pl/sterownik8435.shtml
ustawione na 1/8 kroku (wszystkie jumpery rozwarte) + śruba metryczna 1.25mm skoku.
3. Co ustawić w parametrze mikrokroki? Jest jedynie objaśnione, że dla półkroku wpisać 2, czyli 8 dla 1/8 kroku? Pytam ponieważ silnik jedzie poprawnie zadaną ilość milimetrów (np. 30mm) jak wpiszę 4...
Wspomniałem, że silniki mam 1.5A, i że podczas pracy można je zatrzymać ręką (za oś napędową - gwint metryczny 1.25 skok). Chciałbym zwiększyć moment silnika.
4. Czy zmniejszyć ilość mikrokroków na sterowniku, aby zwiększyć prąd cewek i zwiększyć moment silnika? Jak to jest liczone? (ogarniam stronę elektroniczną, miernik i oscyloskop nie są obce )
5. Czy prąd nominalny silnika to prąd jednej cewki w momencie momentu trzymającego i co za tym idzie praca mikrokrokowa polega na zmniejszeniu prądu pojedynczych mikrokroków przez 2,4,8 itp?
Reszta pytań później, nie chcę przeginać na początek.
pozdrawiam,
Maszyna już pracowała na innym kompie, połączenia przetestowane, nie mam tego kompa ani konfiguracji, zaczynam przygodę
Mam problem z wstępną konfiguracją w step conf, mianowicie:
Posiadam SSK-MB :
https://www.akcesoria.cnc.info.pl/242-s ... nc-ssk-mb1
zwory ustawione na pół kroku (wszystkie jumpery rozwarte).
1. nie znalazłem informacji, co to dokładnie oznacza: czy pracę półkrokową, czy ogólnie mikrokrokową (ponieważ sterowniki silników mam ustawione na 1/8 kroku)?
2. Jakie czasy ustawić w bazowej konfiguracji?
http://www.linuxcnc.org/docs/2.7/html/c ... nformation
znalazłem kilka opcji:
a) Gecko 540, (coś tam kręci silnikami, ale da się zatrzymać ręką, co moim zdaniem nie powinno występować przy silniku 1.5A)
b)
c) linuxcnc-problem-z-konfiguracja-t36365- ... mb#p262863
Konfiguracja osi.
http://www.linuxcnc.org/docs/2.7/html/c ... figuration
Mam sterowniki praktycznie identyczne z tymi:
http://www.ottop.republika.pl/sterownik8435.shtml
ustawione na 1/8 kroku (wszystkie jumpery rozwarte) + śruba metryczna 1.25mm skoku.
3. Co ustawić w parametrze mikrokroki? Jest jedynie objaśnione, że dla półkroku wpisać 2, czyli 8 dla 1/8 kroku? Pytam ponieważ silnik jedzie poprawnie zadaną ilość milimetrów (np. 30mm) jak wpiszę 4...
Wspomniałem, że silniki mam 1.5A, i że podczas pracy można je zatrzymać ręką (za oś napędową - gwint metryczny 1.25 skok). Chciałbym zwiększyć moment silnika.
4. Czy zmniejszyć ilość mikrokroków na sterowniku, aby zwiększyć prąd cewek i zwiększyć moment silnika? Jak to jest liczone? (ogarniam stronę elektroniczną, miernik i oscyloskop nie są obce
5. Czy prąd nominalny silnika to prąd jednej cewki w momencie momentu trzymającego i co za tym idzie praca mikrokrokowa polega na zmniejszeniu prądu pojedynczych mikrokroków przez 2,4,8 itp?
Reszta pytań później, nie chcę przeginać na początek.
pozdrawiam,