LinuxCNC - Niepoprawna wycinka
: 04 lis 2017, 21:47
Witam
Przesiadłem się z MACH3 na LinuxCNC.
Wycina mi się dobrze, a dzisiaj popełniłem kilka prostych wycięć. Nie zauważyłem tego podczas obrabiania materiału, ale kształt wyciętego materiału różni się od projektu w Fusion360.
Błąd pojawia się na każdej warstwie (multiple depths).
Myślę, że zdjęcia przedstawią problem lepiej.
Tak wygląda zaplanowane wycięcie w Fusion360:
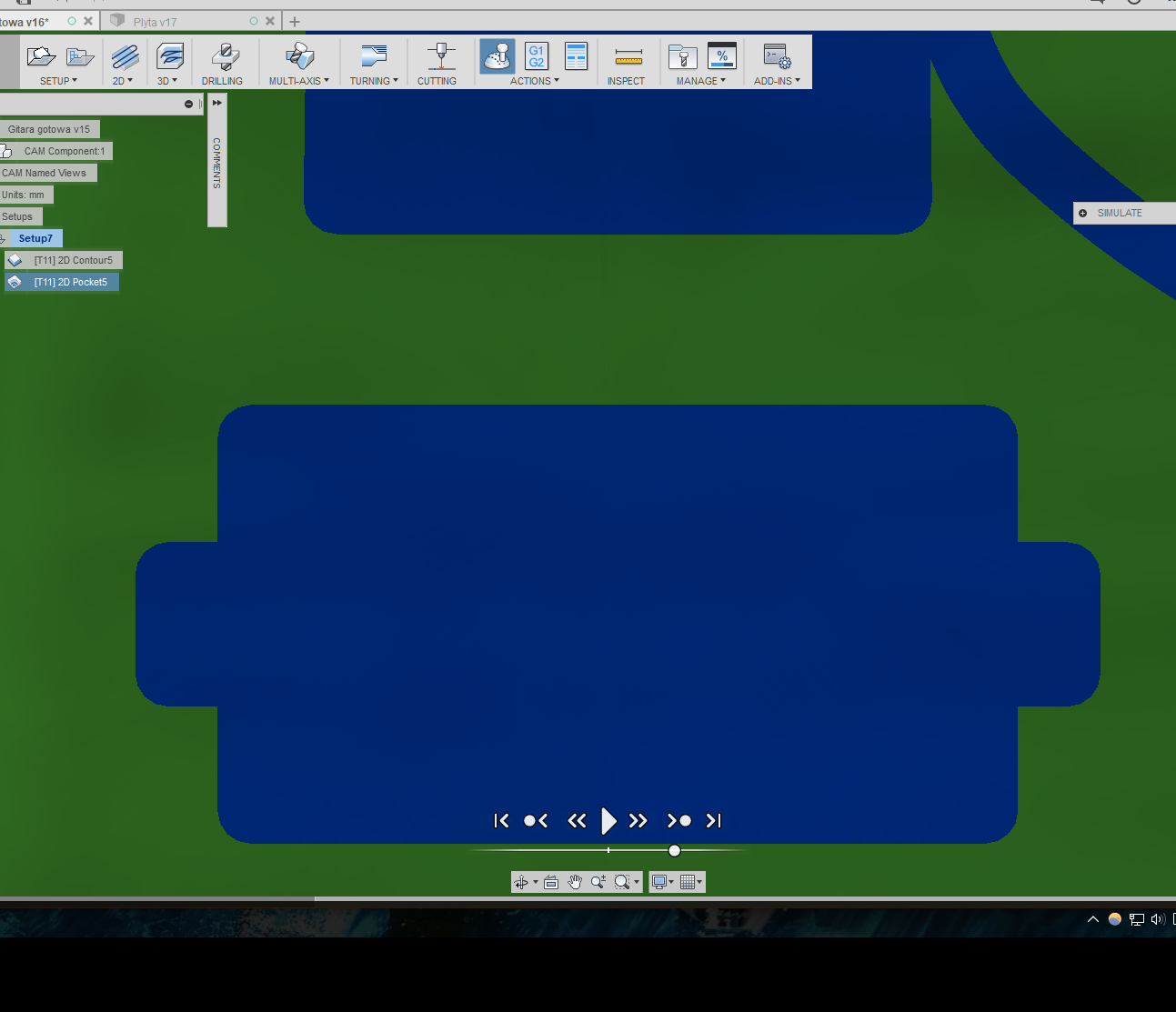
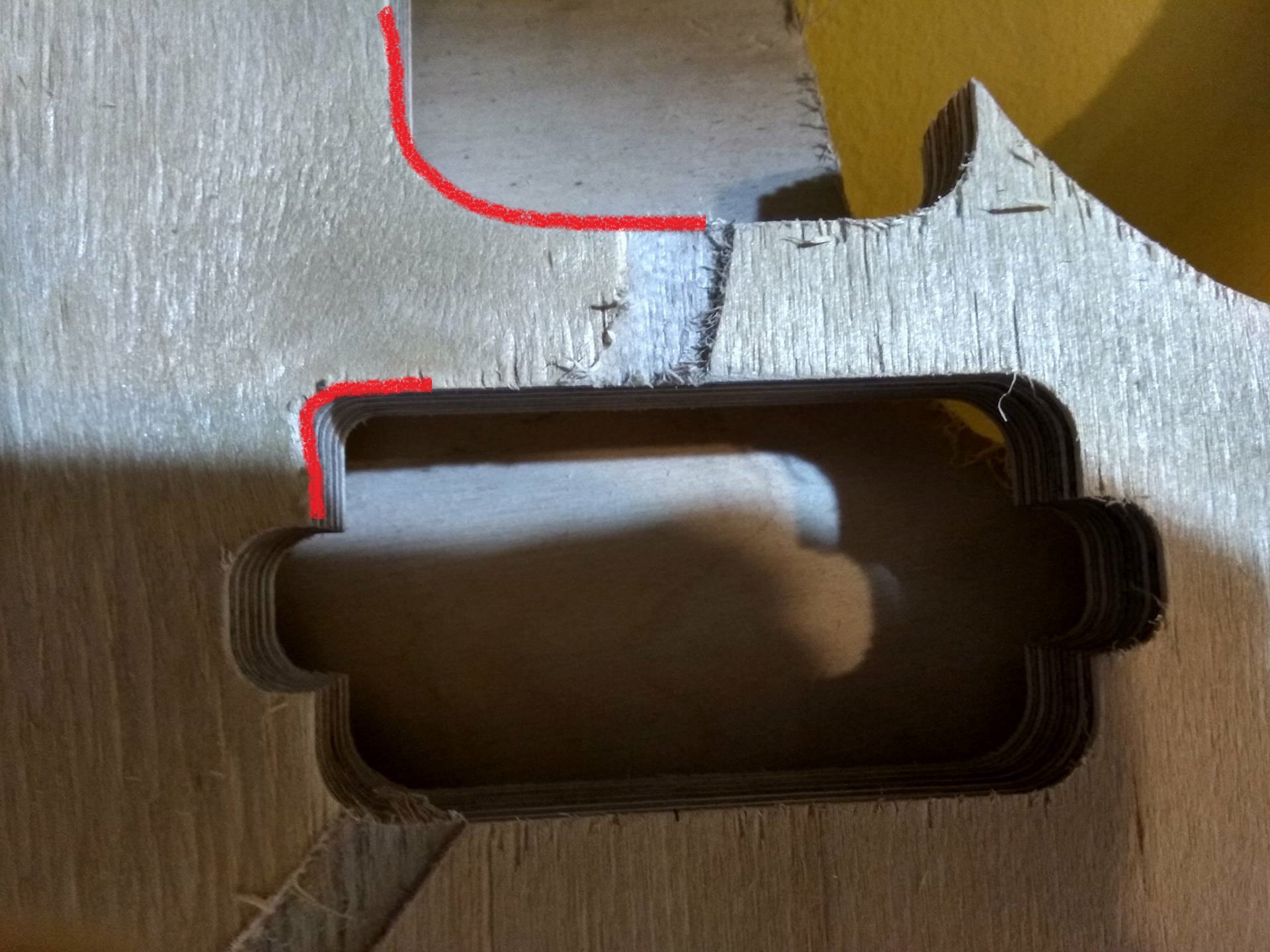
A tak wygląda wycięty element. Na czerwono zaznaczyłem kontur, który został źle wycięty. Porównajcie zdjęcie do screenshota z Fusion360. Wycinane za pomącą narzędzia 2D pocket w Fusion360.

Tak to wyglądało podczas wycinania:
[youtube][/youtube]
W kilku innych miejscach jest taki sam problem.
Reszta wymiarów się zgadza, więc to nie jest źle dobrany frez.
Czy macie jakiś pomysł co jest nie tak?
EDIT:
Czyżby LinuxCNC nie korygował przyśpieszenia/spowolnienia silnika? Jutro przejdę stepconf jeszcze raz. Może coś nie tak poszło.
Pozdrawiam
Jakub Żukowski
Przesiadłem się z MACH3 na LinuxCNC.
Wycina mi się dobrze, a dzisiaj popełniłem kilka prostych wycięć. Nie zauważyłem tego podczas obrabiania materiału, ale kształt wyciętego materiału różni się od projektu w Fusion360.
Błąd pojawia się na każdej warstwie (multiple depths).
Myślę, że zdjęcia przedstawią problem lepiej.
Tak wygląda zaplanowane wycięcie w Fusion360:
A tak wygląda wycięty element. Na czerwono zaznaczyłem kontur, który został źle wycięty. Porównajcie zdjęcie do screenshota z Fusion360. Wycinane za pomącą narzędzia 2D pocket w Fusion360.
Tak to wyglądało podczas wycinania:
[youtube][/youtube]
W kilku innych miejscach jest taki sam problem.
Reszta wymiarów się zgadza, więc to nie jest źle dobrany frez.
Czy macie jakiś pomysł co jest nie tak?
EDIT:
Czyżby LinuxCNC nie korygował przyśpieszenia/spowolnienia silnika? Jutro przejdę stepconf jeszcze raz. Może coś nie tak poszło.
Pozdrawiam
Jakub Żukowski