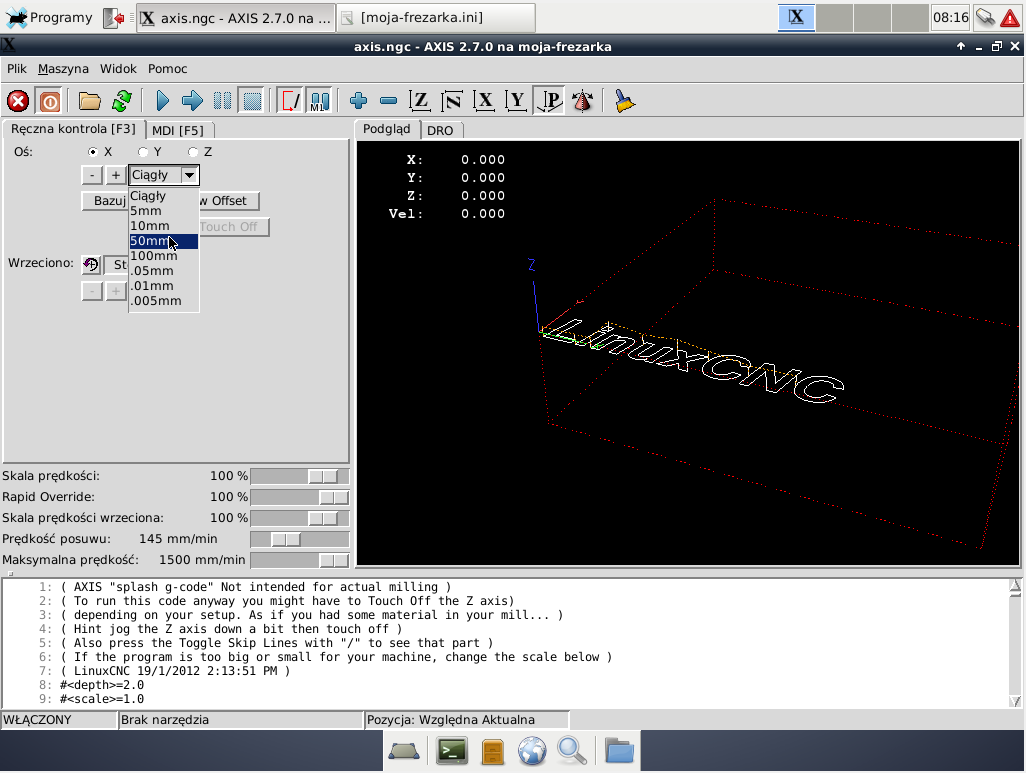
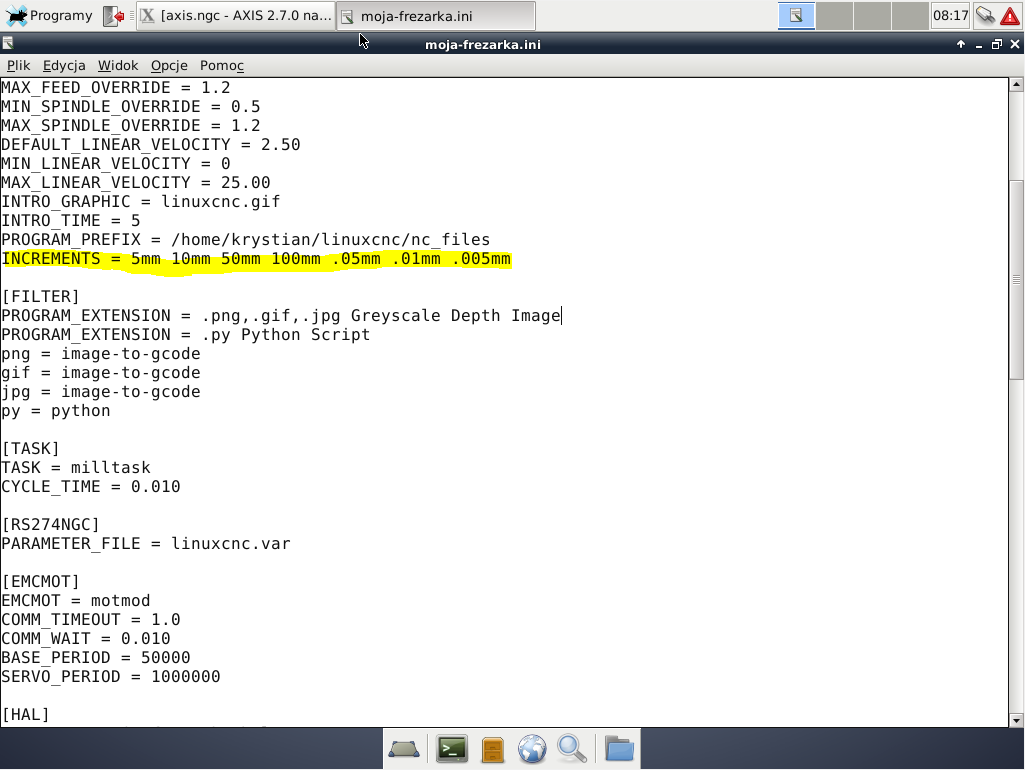
grzegor4 pisze:Czy jest opcja zmiany wartości odcinków do najeżdżania? np 5mm, 10mm, 5cm , 10cm.
Jest. W pliku .INI są wartości "INCREMENS". Poniżej ustawione tak jak proponujesz:
grzegor4 pisze:Zrobię zrzuty ekranu i wstawię
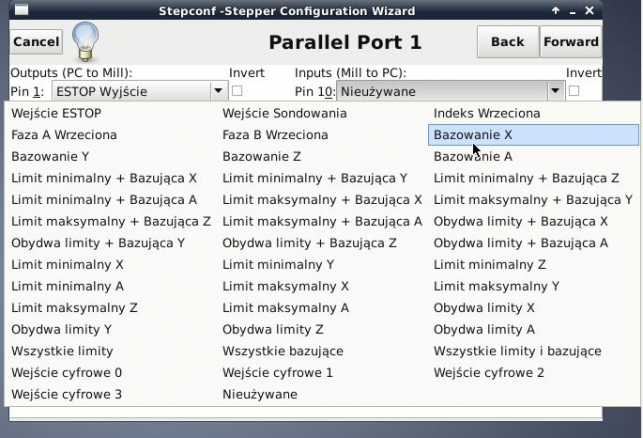
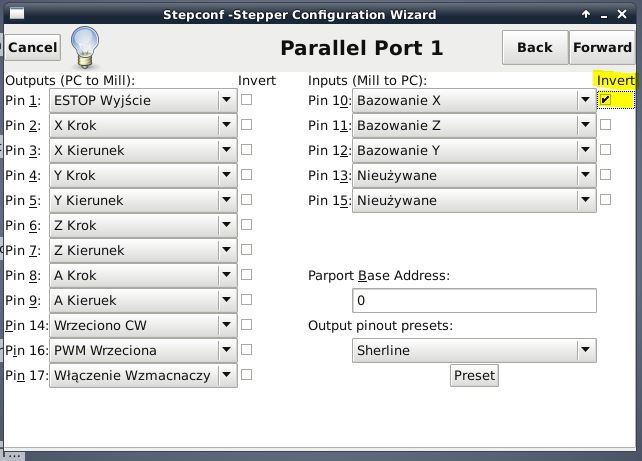
Chciałbym sie pokusić i ustawić punkt zerowy , który opierałby się na wyłącznikach krańcowych, lecz nie mam pojęcia jak do tego podejść, poproszę o jakieś sugestie.
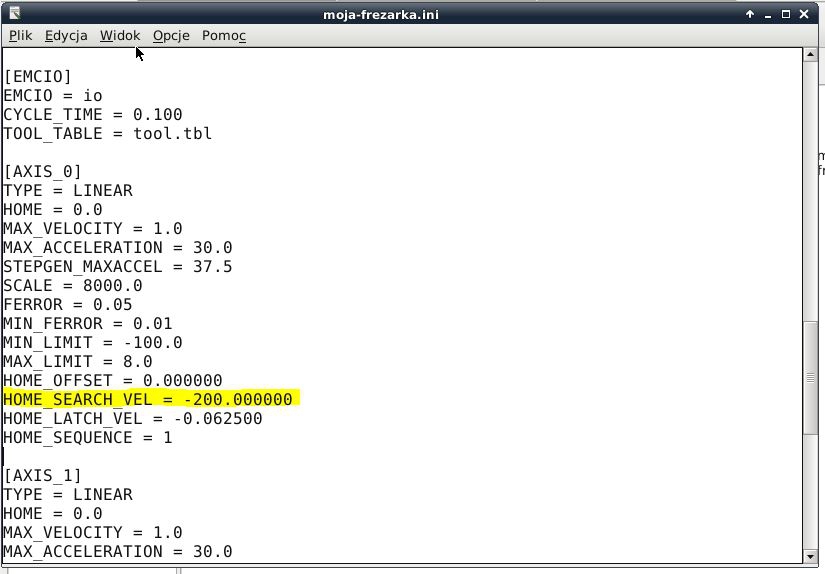
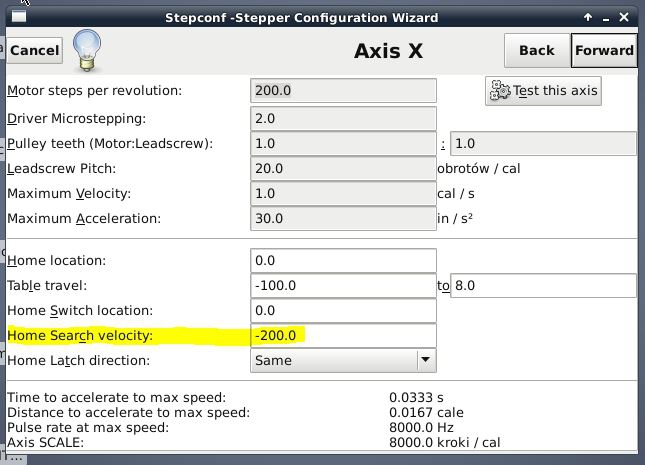
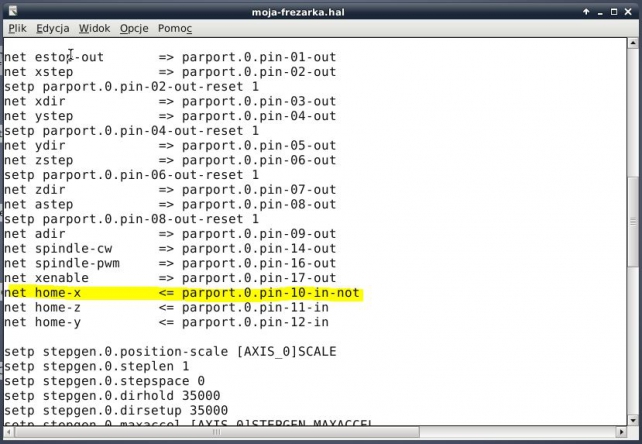
Należy ustawić zakresy maszyny oraz punkty bazowania. Również jest to w pliku INI, lub odpowiednio w stepconfigu. Bez ustawienia zakresów i bazy maszyny będziesz miał problemy z poprawnym ustawieniem offsetów. Widać po czerwonych przerywanych liniach, że albo nie masz ustawionych zakresów, albo są bardzo duże. Konfiguracja ze zdjęć jest testowa - na wirtualnej maszynie tylko w celu testów, wiec nie patrz na inne wartości.
Jeżeli chcesz zobaczyć działającą konfigurację to zapraszam do Olsztyna na przyśpieszony kurs LinuxCNC (daleko nie masz

)




")


")