Czy to błąd, czy coś nie tak z moją tokarką.
Mimo, że już nikt nie gwintuje na LinuxCNC i nie może rozwiać moich wątpliwości, to – pogadam sobie sam z sobą – mam nadzieję, że mi to już bardziej nie zaszkodzi.

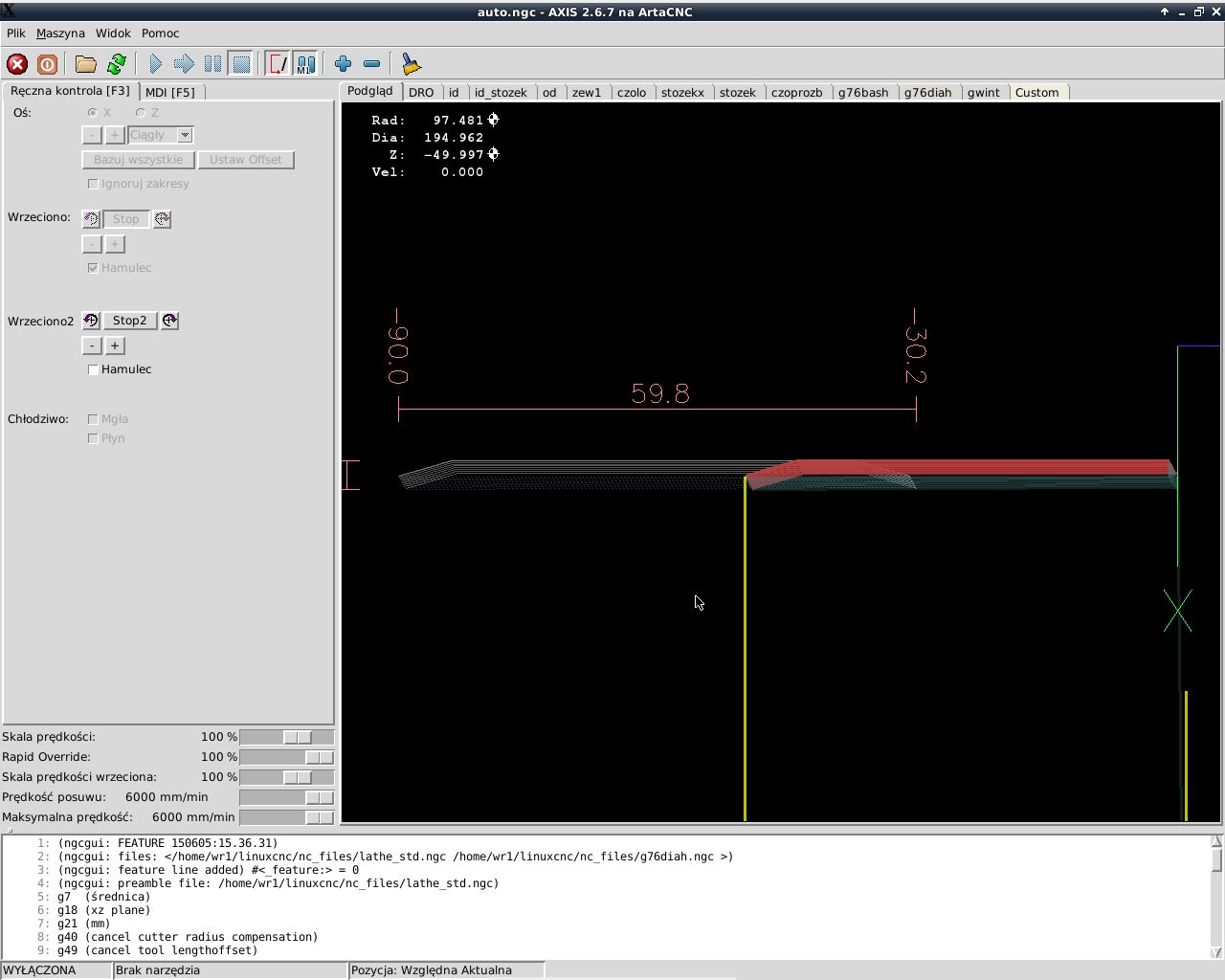
Wygląda na to, że kod G76, jeżeli chodzi o stożki na wejściu i wyjściu z gwintu działa źle – lepiej parametrów E i L nie używać.
Działa to tylko jako tako na małych obrotach (im większy skok/posuw liniowy Z, tym gorzej) – na większych wykonuje przedstawiony bałagan.
Moim zdaniem, skoro jest to kod do gwintowania, to utrzymanie synchronizacji wrzeciona z osią Z musi być rzeczą nadrzędną w całym zakresie jego działania (razem ze stożkami), a przejścia między stożkiem i częścią walcową wykonywane w miarę możliwości.
Gdy są ustawione stożki, to na G76 mają wpływ G61 i G64 (innych zależności nie sprawdzałem), a nie powinny (synchronizacja ponad wszystko).
Podsumowując – G76 ze stożkami wygląda dobrze, tylko na symulatorze – w rzeczywistości to szkodnik.
Wypadałoby go poprawić, tylko jak się do niego dobrać.
Pozdrawiam





")







")

