G76 z parametrami E L
: 05 cze 2015, 18:49
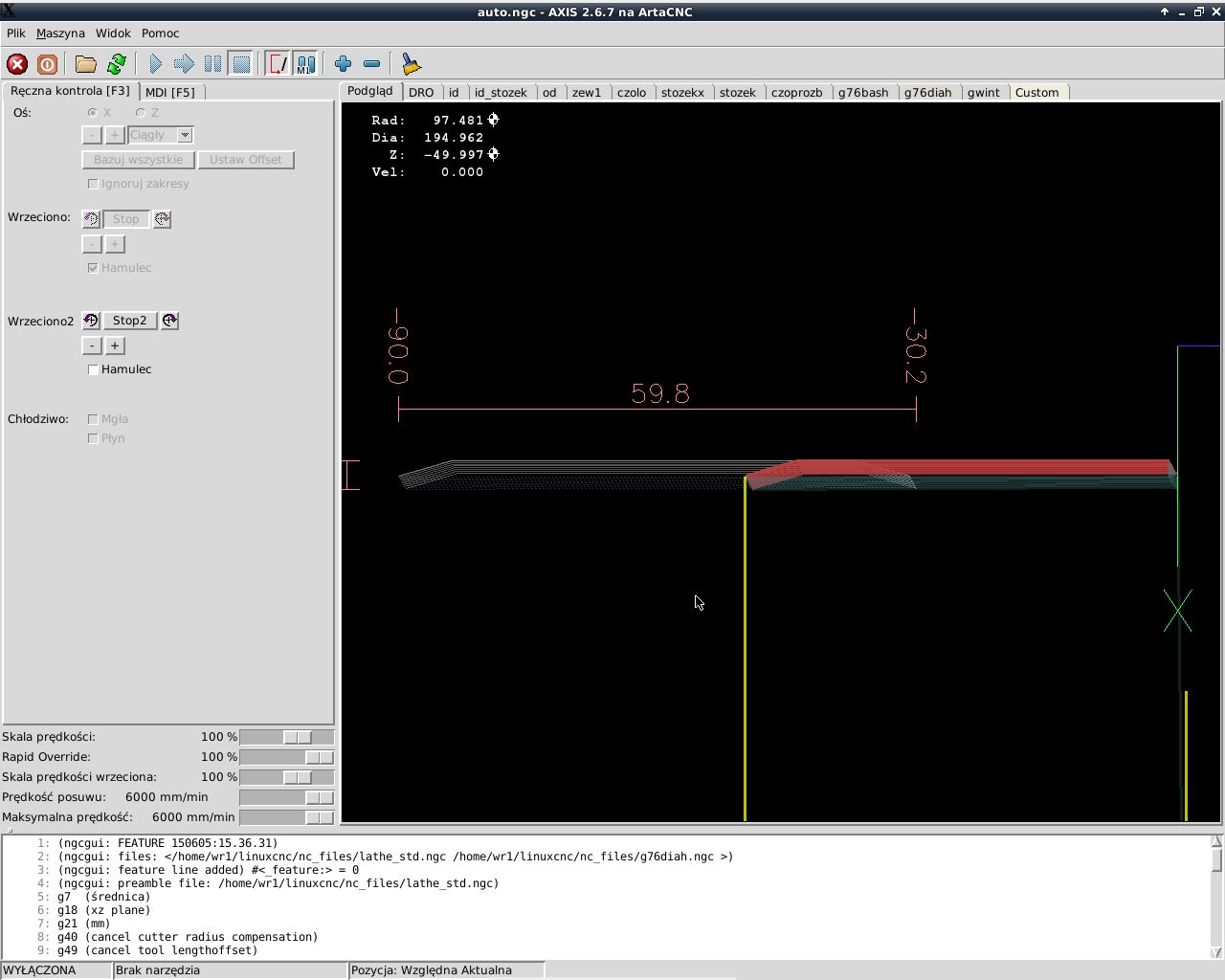
Czy ktoś skutecznie używa G76 z parametrem L – myślałem, że stożki na końcach służą do płynnego wejścia/wyjścia do/z materiału z zachowaniem ustawionego skoku (chyba, że jest inaczej ?), ale u mnie coś nie wychodzi.

Czy to błąd, czy coś nie tak z moją tokarką.
Może ktoś zna inny sposób wykonania takiej operacji gwintowania „na raty”.
Pozdrawiam
Czy to błąd, czy coś nie tak z moją tokarką.
Może ktoś zna inny sposób wykonania takiej operacji gwintowania „na raty”.
Pozdrawiam