Strona 1 z 12
LinuxCNC moje początki
: 11 sty 2015, 14:53
autor: senio
Jak w temacie. Po stoczonym boju opanowałem instalację linuxaCNC wraz z ngcgui. Jakieś pierwsze testy mam za sobą z subami. Toczenie zewnętrzne , stożki , kula mi wychodzą. Zatrzymałem się na gwincie i nie wiem, co jest źle. Suba dostałem od kolegi Kamar.
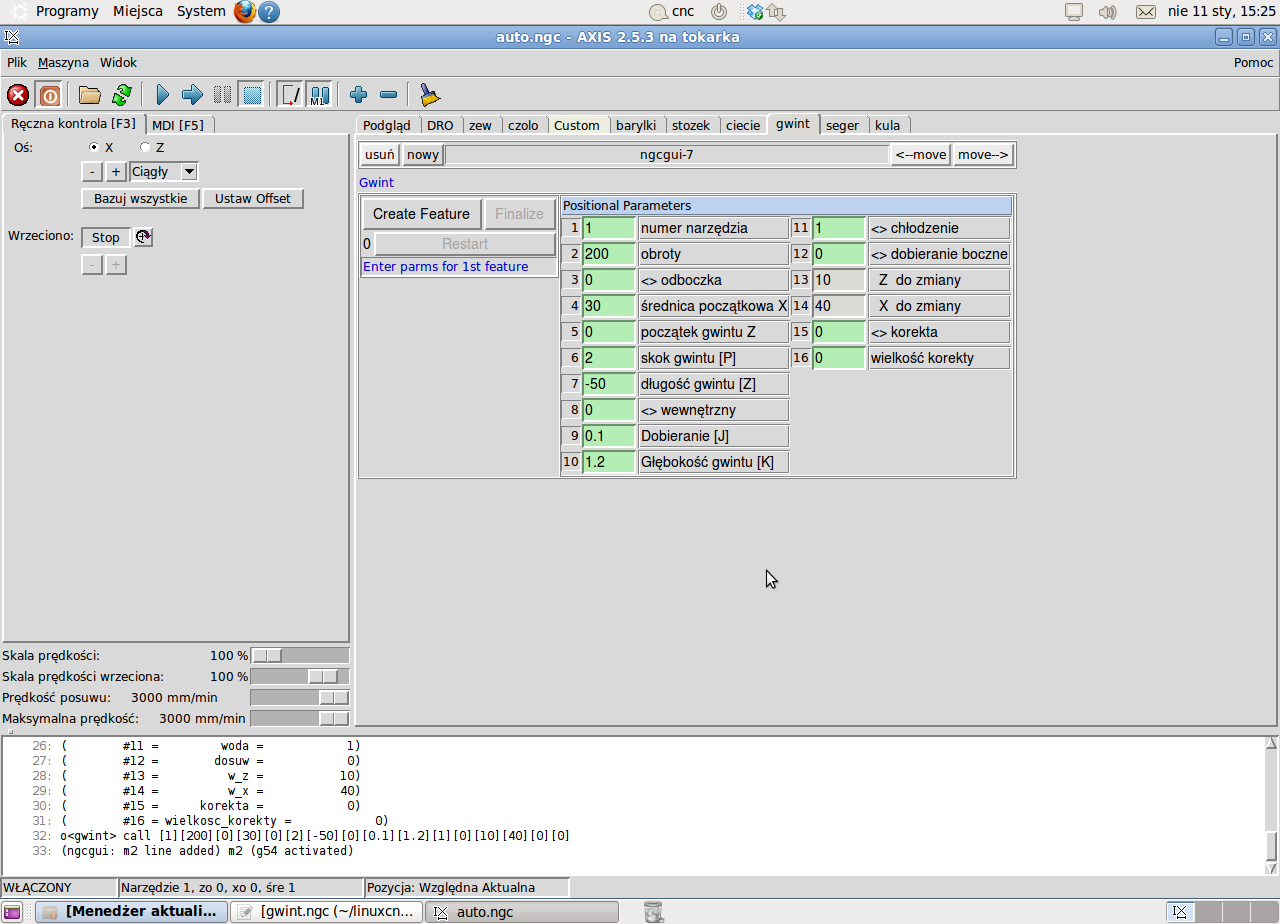
Ustawiam parametry gwintu

Ustawiam offsety

Zatwierdzam numer narzędzia które dodałem

Dochodzi do tego momentu i nie idzie dalej

Co robię nie tak ?. Co to są za pola z-do zmiany oraz x- do zmiany ?
: 11 sty 2015, 15:11
autor: kamar
To jest symulator i nie kręci sie wrzecino. Wpisz w wierszu polecen M3 s100 i dopiero uruchom.
z i x wyjazdowe to współrzedne gdzie nóż ma jechać po zakończeniu operacji. X musi być większy od srednicy gwintu. U mnie konieczne np. do przerzutu głowicy.
: 11 sty 2015, 15:20
autor: senio
kamar pisze:Wpisz w wierszu polecen M3 s100 i dopiero uruchom.
Dalej to samo - nie gwintuje.
: 11 sty 2015, 15:21
autor: kamar
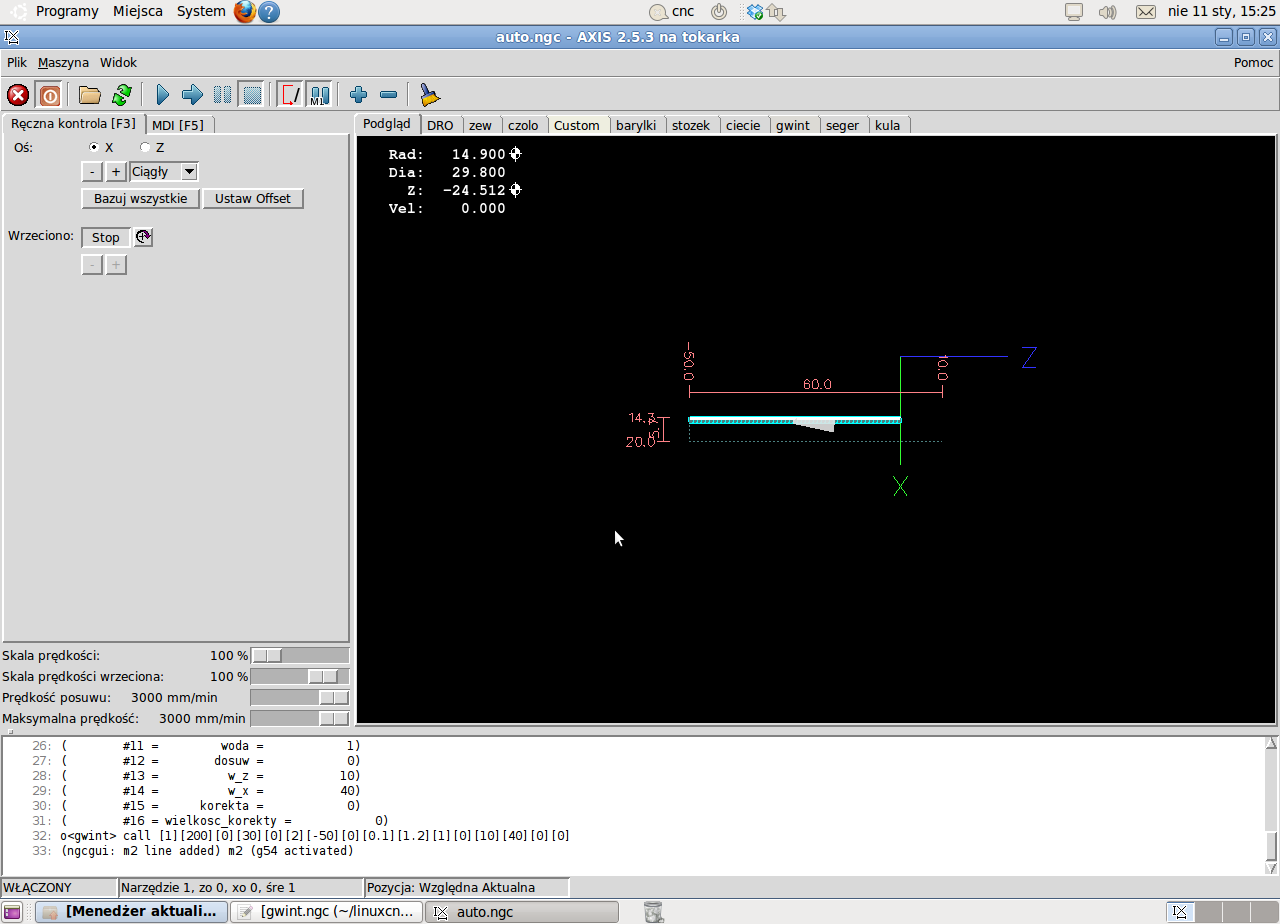
Wpisz x- do zmiany np 40 i powinno chodzić
: 11 sty 2015, 15:34
autor: senio
kamar pisze:Wpisz x- do zmiany np 40 i powinno chodzić
Tak rozumiem juz te odjazdy po pracy. To mam ok i nawet linia jest gdzie nóz odjedzie. Jednak nie ma obrotów. Jak dojeżdża do materiału kręci na 720. Jak dochodzi do materiału spada na zero. Nie pomaga M3 s100
: 11 sty 2015, 15:42
autor: kamar
To niedobrze. Masz coś nie tak z ustawieniem maszyny. Pokaż plik .ini
: 11 sty 2015, 15:47
autor: senio
OK moje ini
# Wygenerowane przez Stepconf o Thu Jan 8 03:38:33 2015
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
VERSION = Ngcgui-lathe
MACHINE = tokarka
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/senio/linuxcnc/nc_files/examples/ngcgui_lib/lathe
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
LATHE = 1
PROGRAM_PREFIX = /home/senio/linuxcnc/nc_files/examples/ngcgui_lib/lathe
TKPKG = Ngcgui 1.0
NGCGUI_FONT = Helvetica -10 normal
NGCGUI_SUBFILE = zew.ngc
#NGCGUI_SUBFILE = wew.ngc
#NGCGUI_SUBFILE = czolo.ngc
NGCGUI_SUBFILE = gwint.ngc
#NGCGUI_SUBFILE = kula.ngc
#NGCGUI_SUBFILE = stozek.ngc
#NGCGUI_SUBFILE = czolo.ngc
NGCGUI_SUBFILE = ""
NGCGUI_OPTIONS = noiframe
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
SUBROUTINE_PATH = /home/senio/linuxcnc/nc_files/ngcgui_lib/examples/ngcgui_lib/lathe:/home/senio/linuxcnc/nc_files/ngcgui_lib/utilitysubs:/usr.bin
USER_M_PATH = /home/senio/linuxcnc/nc_files/ngcgui_lib/examples/mfiles
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 41666
SERVO_PERIOD = 1000000
[HAL]
HALFILE = Tokarka.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
[TRAJ]
AXES = 3
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 300
MAX_LINEAR_VELOCITY = 12.00
DEFAULT_ACCELERATION = 100.0
MAX_ACCELERATION = 100.0
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 100
MAX_ACCELERATION = 40.0
STEPGEN_MAXACCEL = 100
SCALE = 401
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -100
MAX_LIMIT = 5
HOME_OFFSET = 0.0
HOME_SEQUENCE = 0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 100
MAX_ACCELERATION = 40.0
STEPGEN_MAXACCEL = 100
SCALE = 401
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -100
MAX_LIMIT = 5
HOME_OFFSET = 0.0
HOME_SEQUENCE = 0
: 11 sty 2015, 16:04
autor: kamar
No nie wiem, wyglada niezle. Brak na początku ngcgui preambuły , trochę mała prędkość max
i moze sie nie wyrabic przy przeliczaniu gwintu. Może wklei moją tylko bez odsylaczy do katalogów.
Kod: Zaznacz cały
[EMC]
VERSION = Ngcgui-lathe
MACHINE = tokarka
[RS274NGC]
PARAMETER_FILE = sim-lathe.var
SUBROUTINE_PATH = /home/cnc/linuxcnc/kody/suby_tokarka:/home/cnc/linuxcnc/ngcgui_lib:/home/cnc/linuxcnc/ngcgui_lib/utilitysubs:/home/cnc/linuxcnc/ngcgui_lib/lathe
USER_M_PATH = /home/cnc/linuxcnc/ngcgui_lib/mfiles
RS274NGC_STARTUP_CODE = g7 g18 g61
[DISPLAY]
GEOMETRY = XZ
PROGRAM_PREFIX = /home/cnc/linuxcnc/kody/suby_tokarka
OPEN_FILE = /home/cnc/linuxcnc/cos
# Note: TKPKG (one or more) specifies tcl/tk apps to embed in axis tab pages
TKPKG = Ngcgui 1.0
TOOL_EDITOR = tooledit Z x DIAM
NGCGUI_FONT = Helvetica -14 normal
# for startup NGCGUI_PREAMBLE, NGCGUI_SUBFILE, NGCGUI_POSTAMBLE, TTT_PREAMBLE
# items, specifly:
# a) absolute filename (start with /)
# b) relative filename: search directories specified by
# [DISPLAY]PROGRAM_PREFIX and [RS274NGC]SUBROUTINE_PATH
NGCGUI_PREAMBLE = lathe_std.ngc
NGCGUI_SUBFILE = wew.ngc
NGCGUI_SUBFILE = zew.ngc
NGCGUI_SUBFILE = czolo.ngc
NGCGUI_SUBFILE = ""
NGCGUI_SUBFILE = barylki.ngc
NGCGUI_SUBFILE = stozek.ngc
NGCGUI_SUBFILE = ciecie.ngc
NGCGUI_SUBFILE = gwint.ngc
NGCGUI_SUBFILE = seger.ngc
NGCGUI_SUBFILE = kula.ngc
# specify "" for a custom tab page
NGCGUI_OPTIONS =
#noiframe
DISPLAY = axis
LATHE = 1
EDITOR = gedit
CYCLE_TIME = 0.100
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 100
MAX_SPINDLE_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Grayscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.001
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 50000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = core_sim.hal
HALFILE = axis_manualtoolchange.hal
HALFILE = simulated_home.hal
HALFILE = lathe.hal
[TRAJ]
AXES = 3
COORDINATES = X Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 50
MAX_VELOCITY = 50
DEFAULT_ACCELERATION = 400
MAX_ACCELERATION = 600
[AXIS_0]
TYPE = LINEAR
HOME = 0.000
MAX_VELOCITY = 400
MAX_ACCELERATION = 600
BACKLASH = 0.000
INPUT_SCALE = 400
OUTPUT_SCALE = 1.0
(1)
MIN_LIMIT = -300
MAX_LIMIT = 300
FERROR = 0.050
MIN_FERROR = 0.010
HOME_OFFSET = 1.0
HOME_SEARCH_VEL = 5.0
HOME_LATCH_VEL = 1.0
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = yes
HOME_SEQUENCE = 0
HOME_IS_SHARED = 1
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 400
MAX_ACCELERATION = 600
BACKLASH = 0.000
INPUT_SCALE = 400
OUTPUT_SCALE = 1.000
MIN_LIMIT = -1000
MAX_LIMIT = 1000
FERROR = 0.050
MIN_FERROR = 0.010
HOME_OFFSET = 1.0
HOME_SEARCH_VEL = 5.0
HOME_LATCH_VEL = 1.0
HOME_USE_INDEX = NO
HOME_IGNORE_LIMITS = yes
HOME_SEQUENCE = 1
HOME_IS_SHARED = 1
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = lathe.tbl
#TOOL_CHANGE_POSITION = 1 0 1
TOOL_CHANGE_WITH_SPINDLE_ON = 1
: 11 sty 2015, 18:16
autor: senio
kamar pisze:No nie wiem, wyglada niezle. Brak na początku ngcgui preambuły , trochę mała prędkość max
i moze sie nie wyrabic przy przeliczaniu gwintu. Może wklei moją tylko bez odsylaczy do katalogów.
Ten plik ini nie wchodzi bo jest z innej wersji. Wysypuje się program. Mogłem dopisać jedynie brakującą linię do swojego ini. Ale po tym są jakieś błędy. Ustawiam jak w tabelce pierwszego postu a wychodzi takie coś, Po prawo u góry jest pole robocze tokarki.

: 11 sty 2015, 18:26
autor: kamar
pokaż plik linuxcnc/ngcgui_lib/lathe/lathe_std.ngc