Witam.
Przed chwilą spotkała mnie przykra niespodzianka ze stony linuxCNC
Przygotowałem sobie ładny gcodzik na wiercenie multum otworków na osi obrotowej, puszczam na symulatorze a tu komunikat - cannot put an a in canned cycle
Symulator mam zle ustawiony czy faktycznie nie obsluguje ?
MIKI - ładnie - tylko brakuje optymalizacji pustych przejazdów - jak trafi na duży ploter i powrót do następnego rzędu będzie miał np. 2000 mm, to będzie trochę jazdy.
Pozdrawiam
: 06 cze 2014, 23:10
autor: MlKl
Mój "ploter" ma pole 200x350
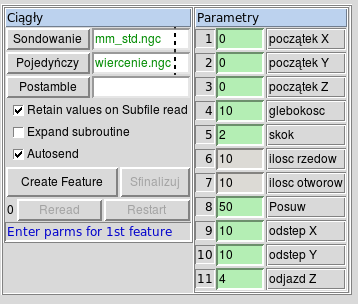
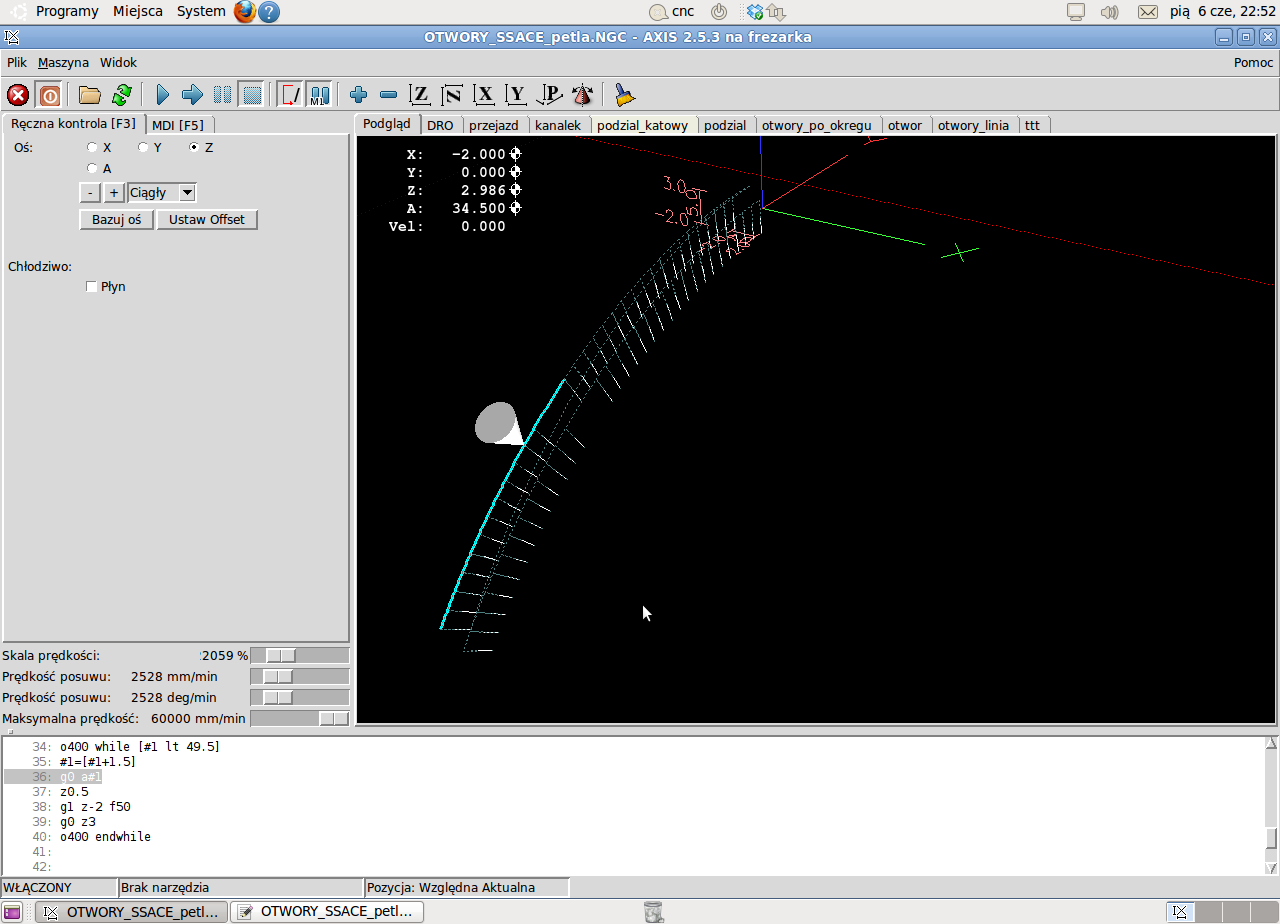
A procedurka jest odpowiednikiem cyklu na wiercenie - wystarczy ją wywołać, poprzez call o<wiercenie> gdziekolwiek trzeba coś wiercić. Oczywiście z parametrami ilość rzędów i otworów równymi 1, chyba, że trzeba powtarzać regularne grupy otworów. Jej clou nie jest wiercenie dużej ilości otworów, tylko wiercenie z wycofywaniem wiertła co zadany skok i odwiórowanie otworu.
Parę dni temu robiłem dziesięć otworów w rzędzie co 4,2 mm fi 1 mm na głębokość ok 14 mm w stalowym płaskowniku, i to pod skosem do jego płaszczyzny. Takie dziubanie z posuwem 2 mm/min i skokiem 0,2 mm. Próba wiercenia "na raz" nie udałaby się nawet na jednym otworze, a tu poszło dziesięć jednym wiertłem. Fakt, że dobrym.