




")
Info dla użytkowników instalujących LinuxCNC z płyty, nagranej z obrazu pobranego ze strony - wersje symulacyjne są w nim wbudowane, i działają zaraz po odpaleniu programu - szukajcie ich w katalogu sim. Config dla tokarki w katalogu sim to lathe.ini
Standardowo jest w calach - maszynę można przestawić w menu, albo config nieco przeedytować.
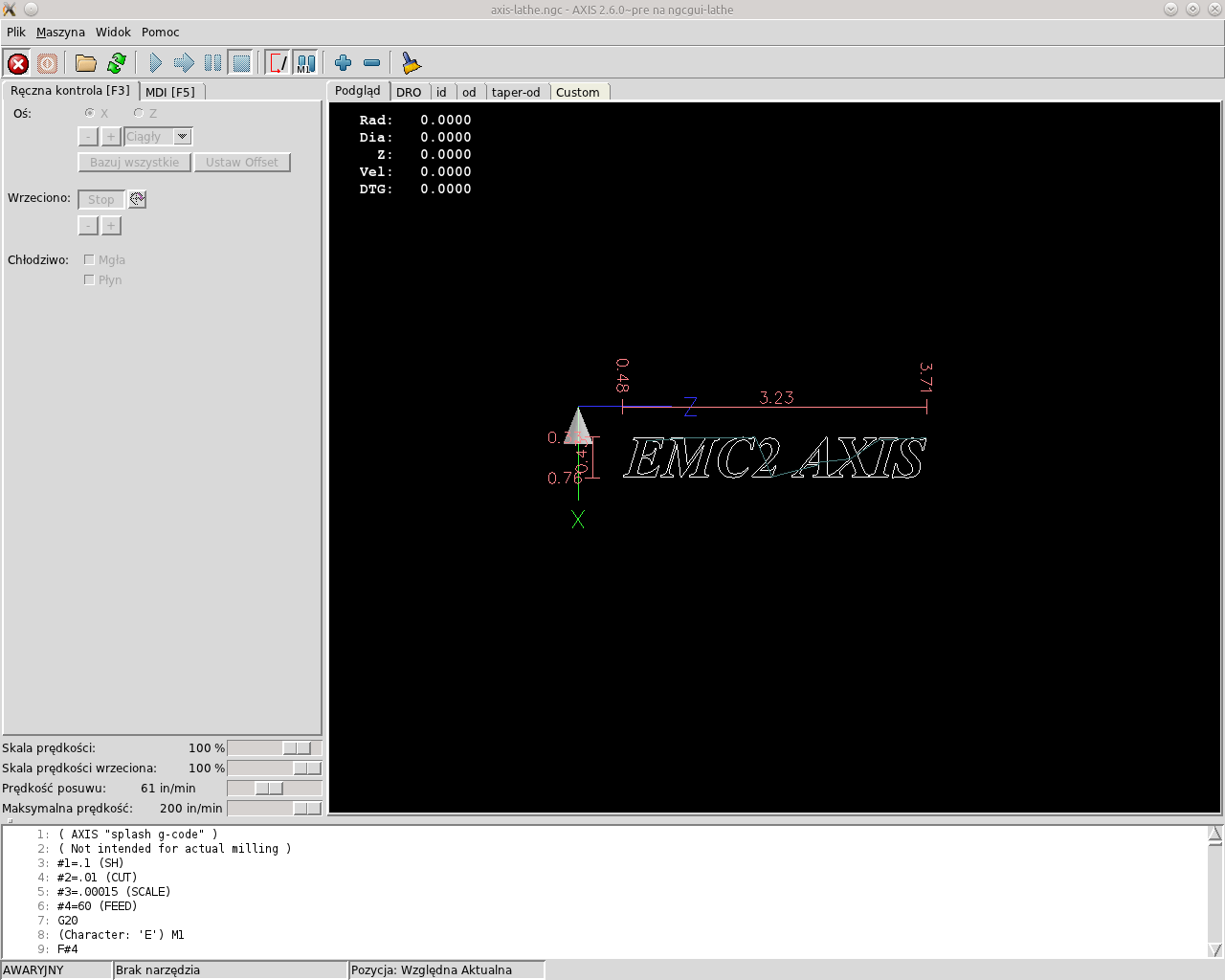
Na zrzucie widać to, co zobaczymy po odpaleniu programu. Wyjaśnijmy, o co w tym wszystkim chodzi. Nie zajmujemy się na razie konfiguracją maszyny, przypomnę - odpaliliśmy symulację, więc nic nie uszkodzimy.
Ekran mamy podzielony na kilka części. Od góry ekranu mamy belkę z rozwijalnymi menu: Plik, Maszyna, Widok i Pomoc.
W menu Plik mamy opcje wyboru i edycji plików wsadowych, którymi zadajemy określone ciągi poleceń G-code, edycję tabeli narzędzi oraz możemy tam zakończyć pracę programu.
W menu Maszyna mamy opcje zarządzania naszą maszyną CNC.
W menu widok konfigurujemy sobie elementy wyświetlane w wizualizacji pracy maszyny CNC w programie LinuxCNC.
Niżej mamy belkę przycisków z najczęściej używanymi opcjami, znaleźć je można również w rozwijanych menu powyżej, albo to samo osiągnąć przez skróty klawiaturowe.
Od lewej mamy: Wyłącznik awaryjny (czerwony grzybek na realnej maszynie) defaultowo wyłączony. Włączyć go możemy klikając, lub naciskając klawisz F1. Jest to jednocześnie pierwsza czynność, której dokonujemy po odpaleniu programu.
Warto zapamiętać, że użycie F1 w dowolnym momencie pracy programu tę pracę przerywa.
Kolejny przycisk, albo klawisz F2 włączają naszą maszynę - od tej pory dopiero odblokowują się kolejne opcje programu. Czyli dopiero po naciśnięciu kolejno tych dwóch przycisków, albo po kolei klawiszy F1 i F2 nasza maszyna ożyje. Ale jeszcze nie jest gotowa do pracy, musimy jej jeszcze przed rozpoczęciem pracy zbazować osie, czyli zadbać o to, by nasz suport tokarki znajdował się dokładnie w tym miejscu, w którym kontrolę nad nim przejmie program LinuxCNC. Jednak o tem potem - przy opisie pół widocznych niżej. Na razie pozostajemy w belce przycisków.
Kolejny z nich wczytuje z dysku pliki w których zapisujemy swoje sekwencje kodów G-code, obejmujące konkretne operacje, np toczenie czopa wału. Jego odpowiednikiem na klawiaturze jest klawisz "O".
Następny przycisk z symbolem niebieskiego trójkąta skierowanego w prawą stronę odpowiada klawiszowi "R" na klawiaturze, i uruchamia wykonywanie zaprogramowanej wcześniej w pliku .ngc procedury.
Niebieska strzałka na kolejnym przycisku to uruchomienie tej procedury po jednej linii. Odpowiada mu klawisz z literą "T". Naciskamy ten przycisk, albo klawisz "T", wykonuje się jedna linia z pliku. Naciskamy po raz kolejny - wykonuje się następna. W ten sposób możemy dokładnie śledzić, czy program wykonuje to, co chcieliśmy, żeby wykonał.
Wykonywany aktualnie kod wyświetlany jest w okienku na samym dole okna programu, podświetlana jest aktualnie wykonywana linia kodu.
Przycisk z dwoma pionowymi niebieskimi kreskami pauzuje wykonywanie programu. Odpowiada mu wciśnięcie klawisza "P". Odpauzowanie odbywa się przez wyłączenie przycisku na belce, albo użycie klawisza "S".
Przycisk z niebieskim kwadratem i odpowiadający mu klawisz ESC zatrzymują wykonywanie programu - nie da się potem wznowić wykonywania, po naciśnięciu "R" program wystartuje od początku. Ale jest opcja w menu "Maszyna" "Rozpocznij od zaznaczonej linii" która to umożliwia.
Dwa kolejne przyciski na razie pominę - jeszcze nie rozszyfrowałem do końca ich działania.
Niebieski plus i minus powiększają i pomniejszają wizualizację z okienka z czarnym tłem, widocznego niżej po prawej. Pędzel czyści historię ruchu narzędzia widoczną na tejże wizualizacji.
Niżej ekran podzielony jest w pionie na dwie części, każda z nich ma kilka zakładek.
Część po lewej stronie dzieli się na okienko "Ręczna kontrola" wywoływane klawiszem F3 i MDI wywoływane przez F5.
W okienku "Ręczna kontrola" możemy zmieniać ustawienia dla każdej z osi z osobna, bazować wszystkie osie, lub robić to pojedynczo. Tutaj też włączamy/wyłączamy wrzeciono, i uruchamiamy podawanie chłodziwa. Jako, że interesuje nas zapoznanie z działaniem programu, właśnie w tym okienku dokonujemy następnej (po F1 i F2) czynności, niezbędnej, by nam w ogóle jakakolwiek symulacja (czy realny program na realnej maszynie) ruszyła.
Tą czynnością jest bazowanie osi. Na czym to polega? LinuxCNC nie potrafi sam ustalić, w jakim miejscu fizycznie znajduje się suport maszyny w momencie uruchamiania programu. Milcząco zakłada, że tokarz poprzednią sesję programu zakończył, odsyłając suport do bazy poleceniem G28. Baza, to jest miejsce, w którym suport rozpoczyna i kończy pracę. Ustawia się to w pliku konfiguracyjnym, i zostanie to omówione później. Na tą chwilę wystarczy, byśmy wiedzieli, że operację bazowania trzeba wykonać za każdym włączeniem programu. W konfiguracji domyślnej ngcgui-lathe.ini baza jest pośrodku pola roboczego, wyznaczanego czerwoną linią przerywaną - to również ustawia się w tym pliku i zostanie omówione później. Dla tokarki bazę powinno się ustawić na maksymalnych wybiegach suportu. Na wizualizacji to będzie dolny prawy róg pola roboczego. Pole robocze to granica, której program przekroczyć nie może - przynajmniej nie samodzielnie, bo może wyrzucić komunikat, że zaplanowana operacja przekracza granice, i czy ją w związku z tym wykonać. Na symulacji nie ma to znaczenia, ale na realnej maszynie, jak wyznaczyliśmy granice równe z fizycznymi ograniczeniami naszych posuwów, to pozwolenie na przekroczenie granic oznacza automatycznie kolizję. Albo w najlepszym wypadku awaryjny stop na krańcówce - o ile ją mamy.
W trakcie bazowania nasz suport wykonuje minimalne ruchy we wszystkich kierunkach, i zatrzymuje się, w realu należy w tym momencie sprawdzić, czy jest dokładnie tam, gdzie być powinien - zazwyczaj jest, ale jak była jakaś awaria, albo któryś z silników zgubił kroki, należy to położenie skorygować przed przystąpieniem do pracy. Na symulacji oczywiście tego nie sprawdzimy.
Od tej pory nasza maszyna jest gotowa do wykonywania konkretnych zadań - polecenia ich wykonania możemy zapodać na kilka sposobów.
Po pierwsze - możemy użyć naszej maszyny jak zwykłej tokarki manualnej. Możemy pracować tokarką, jeżdżąc strzałkami klawiatury, parametry jazdy zmienia się określonymi klawiszami: C - jazda ciągła, U oraz I zmiana skokowa ( można ustawić np 1mm i 0,1 mm), klawiszami numerycznymi wybierasz prędkość G0 ( fabrycznie od 10% do 100% np "1"-10% ;" 4"-40%). Można pod pierwsze trzy klawisze numeryczne podstawić np 1%; 2% ; i 3 %. Daje to możliwość przetoczenia bez G1 trzymając strzałkę. Magik joysticka może się nawet pokusić o ręczne rzeźbienie w toczonym materiale
Gdy mamy do dyspozycji trzecią oś, manewrujemy nią klawiszami "Page Up" i "Page Down".
Po drugie - możemy się przełączyć na kolejną zakładkę tej części ekranu, zatytułowaną MDI, i tam wpisywać ręcznie pojedyncze linie poleceń G-code. Widzimy w tej zakładce historię poleceń, mamy okienko do wpisywania G-codu i listę dostępnych poleceń.
Nie da się w tej zakładce zaprogramować dłuższego ciągu następujących po sobie poleceń. Takie operacje zapisuje się w plikach tekstowych z rozszerzeniem .ngc i importuje do programu przy użyciu klawisza "O". Zostało to dokładnie opisane w kolejnej części tutoriala
Efekt wykonywania przez program naszych poleceń jest wizualizowany w okienku po prawej stronie - tym z ciemnym tłem, na którym po starcie programu widnieje logo przygotowane do obróbki. W przypadku tokarki akurat jest to jedynie dekoracja - takiego kształtu wytoczyć się nie da...
Cóż tam poza tym widzimy? Od góry po lewej stronie wyświetla się kilka linijek tajemniczych tekstów.
Rad: z cyferkami - aktualna pozycja noża w stosunku do osi wrzeciona, podawana jako promień, czyli fizyczna odległość w aktualnych jednostkach. Jeżeli oś jest zabazowana, za cyferkami wyswietlana jest charakterystyczna "żaróweczka".
Dia: z cyferkami - to samo, ale jako średnica materiału, który zostanie po obróbce, jeżeli nóż w tym momencie pracuje w materiale.
Z: z cyferkami - pozycja noża w linii posuwu. Oś Z konfiguruje się tak, że w miejscu ustawienia offsetu mamy zero, i im bliżej uchwytu, tym bardziej wychodzimy na minus. Czyli z-100 przesuwa nóż o sto jednostek w kierunku uchwytu. Tu również powinna się "świecić żaróweczka" oznaczająca, że oś Z jest zabazowana.
Vel: z cyferkami - aktualna szybkość posuwu
DTG: z cyferkami - odległość pozostała do wykonania w danym posuwie roboczym.
Pośrodku ekranu wyświetla się logo programu jako zaplanowana do obróbki ścieżka narzędzia. W przypadku tokarki jest to nierealizowalne, choć program chętnie "toczy" i takiego babola. Nas ta dekoracja chwilowo zupełnie nie obchodzi.
Pozioma niebieska kreska z literą Z na końcu i pionowa zielona kreska z literą X na końcu symbolizują aktualnie ustawiony offset. W momencie pierwszego odpalenia programu ten offset ustawiony jest na bazie obu osi.
W przypadku tokarki jednak to nam wcale nie jest wygodne - musimy jakoś poinformować program, w jakim stosunku do zamocowanego w uchwycie materiału znajduje się nasz zamocowany w imaku nóż. Do tego służą właśnie offsety, czyli miejsce w poprzedniej zakładce, którego dotąd nie omówiłem. Nie omówiłem w tym tekście, ponieważ zostało to już omówione w części tutoriala, poświęconej pisaniu G-codów.
Jako, że interfejs użytkownika mamy już z grubsza omówiony, zapraszam właśnie do wpisu, traktującego o pisaniu procedur w G-code pod LinuxCNC.








