")
Chciałbym w mojej tokarce (magazyn 8 narzędziowy) przejść na sterowanie przez linuxCNC
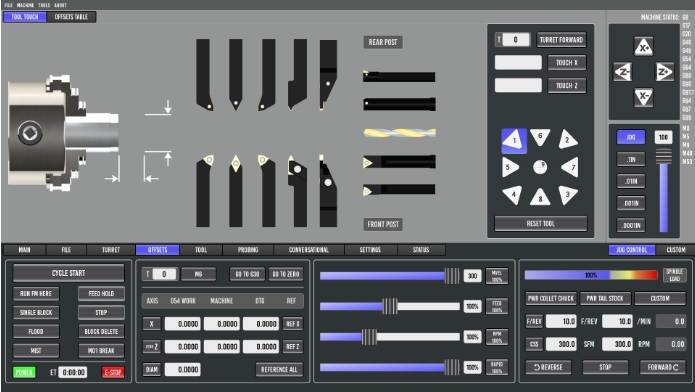
Ściągnąłem nakładkę/dodatek "Probe Baisc" Latche VCPs = QtPyVCP 4.0
W linuxcnc jestem totalnie świeży
Obecnie moja tokarka jest skonfigurowana jak poniżej:
1. Mach3
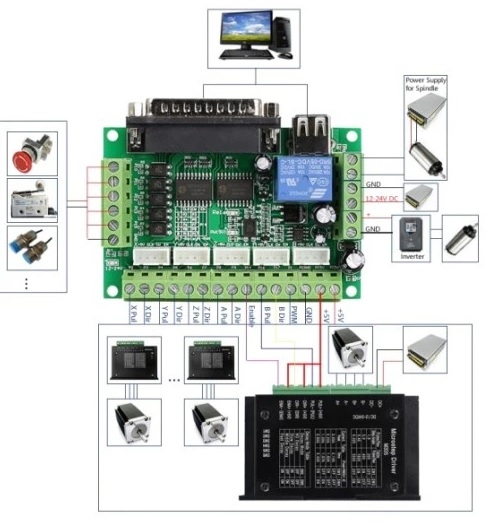
2. Płyta RNR red
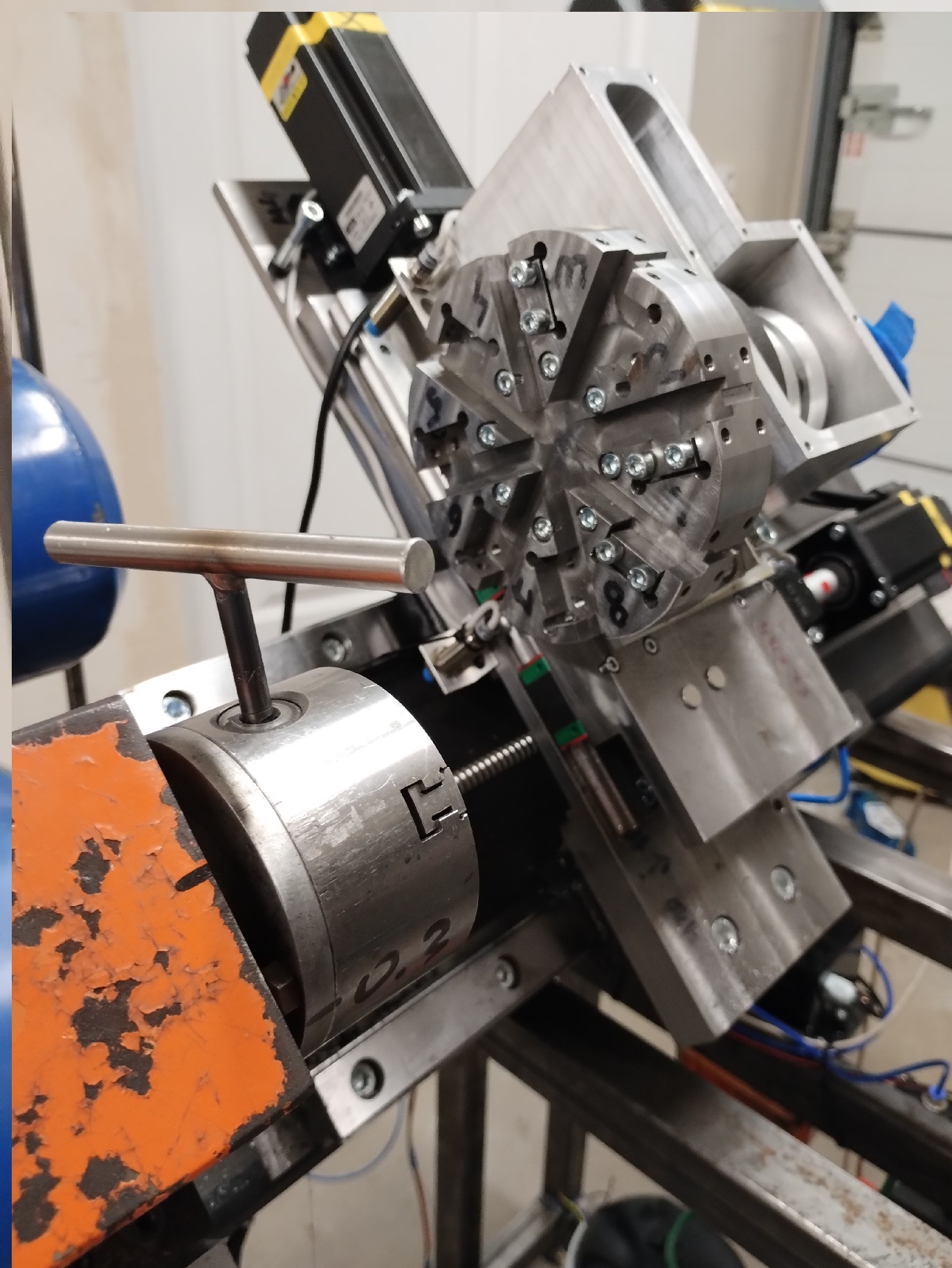
3. Magazyn 8 narzędziowy - obracany jako oś A, praca magazynu wygląda następująco:
- po wywołaniu narzędzia;
- Najazd na G28 X-10. Z-40.
- odblokowanie rewolweru, przekaźnik + siłownik pneumatyczny
- obrót na zadaną pozycję np. T0101 "G00 A45."
- blokada rewolweru
->
Nie wiem jak ugryźć to w linuxcnc, dodatkowo nie wiem jak się konfiguruje linuxa z nakładką probe basic.
Prosiłbym o łopatologiczne wytłumaczenie/ podrzucenie linka z forum lub tutorialem w postaci filmu np. YT
Na dniach będę testował konfiguracje na płytce optobob - jak wszystko pójdzie zgodnie z planem, kupię mese.
P.S w wolnej chwil utworzę posta z budowy tokarki CNC jak są zainteresowani.


")