Strona 1 z 4
Bazowanie osi.
: 18 mar 2013, 18:19
autor: titleDe
Witam,
po skonfigurowaniu programu, gdy chce włączyć przejazd maszyny według przykładu spirali,
zamiast ruchu maszyny włącza się bazowanie, które wydaje się nie mieć końca, poruszą się bardzo wolno, każdy następny milimetr bazowania trwa wieki.
Moje pytanie jest takie na czym to polega, jak wybrać miejsce startu (ustawić ręcznie) położenie każdej osi jak np w Mach3? Który parametr skalibrować by wirtualny milimetr był tym rzeczywistym, jaki parametr regulować?
Co należy wpisać w "zakres stołu", wpisałem -325 i 325 bo zakres osi wynosi 650mm. Rozumiem, że maszyna nie przekroczy tego wymiaru? Jak go więc ustawić, jak ustawić stały punkt pracy, by podczas startu oś zawsze była w tym samym miejscu?
Przede wszystkim jak uruchomić przejazd?
Pozdrawiam.
Re: Bazowanie osi.
: 19 mar 2013, 07:37
autor: kamar
titleDe pisze:Witam,
po skonfigurowaniu programu,.
Nikt się nie rwie to po raz kolejny :
Maszyny nie skonfigurowałeś tylko wpisałeś przypadkowe wartości

1. Baza maszyny i zakresy to zupełnie co innego niż współrzędne pracy.
Ustawiasz bazy maszynowe w krancowych położeniach osi w układzie G53
Zakres osi wpisujesz taki jaki jest fizycznie od 0 - np.1000
X - najlepiej od lewej do prawej na +
Y - od siebie też na +
Z - do dołu na -
: 23 mar 2013, 17:16
autor: Zhan
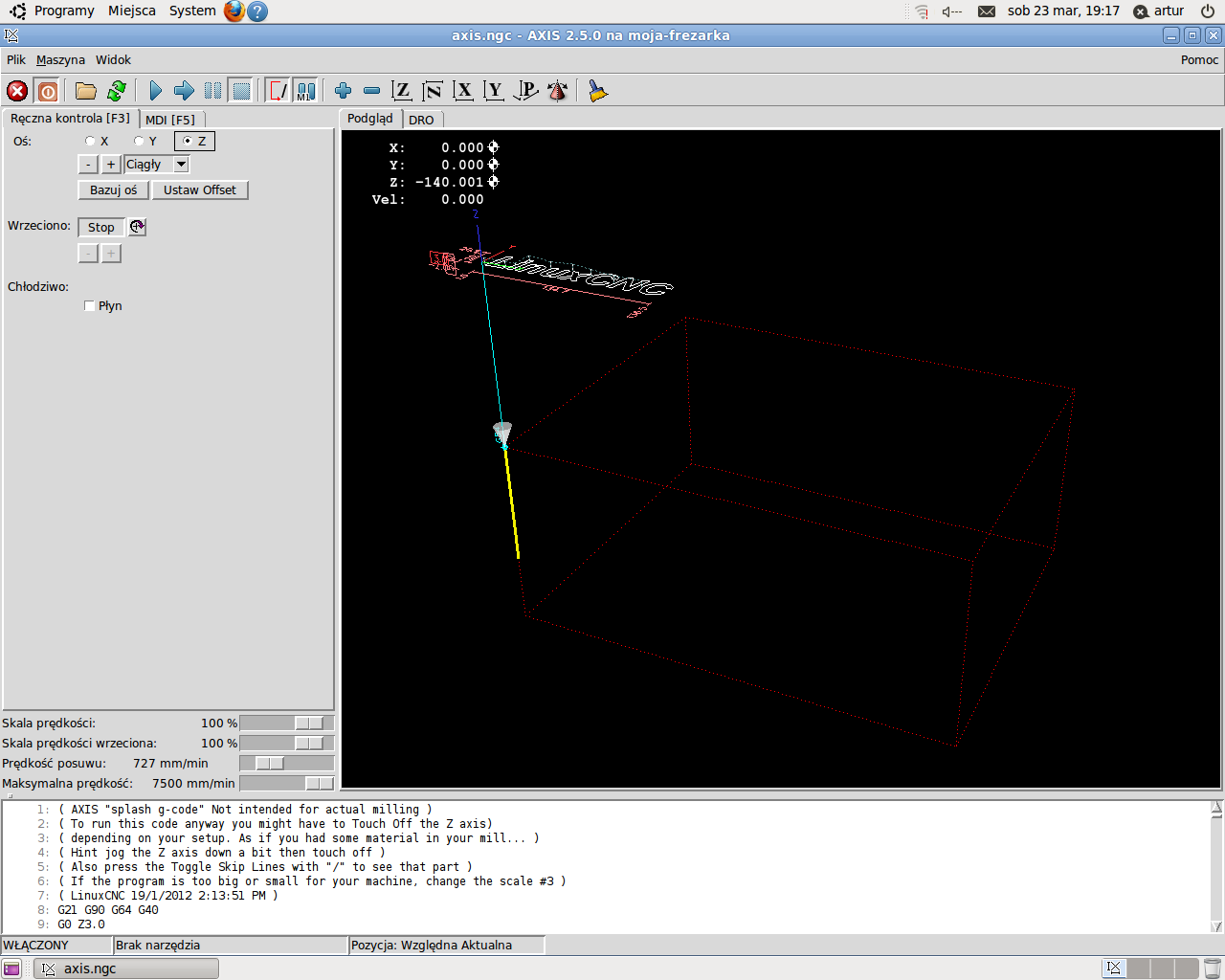
Podepnę się do wątku bo też mam problem z bazowaniem. Dziś mam pierwsze uruchomienie maszyny i nie mogę rozgryźć bazowania. Przez jakiś czas było ok ale zacząłem się bawić odwracaniem sygnałów step. No i teraz (chyba od tego) nie mogę zbazować osi Z chociaż powróciłem do ustawień, które wcześniej działały ok. Zakres osi mam 0-150 i bazę na 150. Niestety program uruchamia mi się z pozycją osi Z na 140 a jak zrobię bazowanie to pojawia się wartość 10. W efekcie mam zakres od 10 do -140. Czemu program ignoruje to co ma w ustawieniach z wizarda? Coś namieszałem?
: 23 mar 2013, 18:16
autor: kamar
Zhan pisze: Zakres osi mam 0-150 i bazę na 150.?
Nie ma takiej możliwości. Koledzy, zaczynajcie od podstaw. Baza maszynowa osi jest zawsze w " 0 ". Patrz na dolny pasek. Tam masz albo Pozycja maszyny (G53) albo pozycja względna (g54 +) Przełącza shift 3 . Z wizardem nie pomogę bo nie używam.
: 23 mar 2013, 18:28
autor: Zhan
No ok a jak powinno być na zetce, baza na 0 na dole i do góry rośnie czy baza na 0 na górze i zjeżdża na minusowych wartościach?
: 23 mar 2013, 18:45
autor: kamar
Zhan pisze: baza na 0 na górze i zjeżdża na minusowych wartościach?
J.w.
: 23 mar 2013, 19:19
autor: adam Fx
Zhan pisze:No ok a jak powinno być na zetce, baza na 0 na dole i do góry rośnie czy baza na 0 na górze i zjeżdża na minusowych wartościach?
Z jedzie na sama góra tam ma mieć swoja bazę maszynową i potem jadąc w dół to wartości są na minus
: 23 mar 2013, 19:38
autor: Zhan
Kurcze, dalej jest coś nie tak. Ustawiłem zakres zetki na -150 do 0 i baza na 0 i po zbazowaniu mam coś takiego:
: 23 mar 2013, 19:39
autor: tuxcnc
Nie mieszajcie pojęć.
Krańcówka jest tam gdzie się ją przykręci, zwykle na końcu drogi w górę, bo tam najłatwiej i najbezpieczniej ją zamontować.
Ale teoretycznie może być i na dole.
A zero maszyny jest o HOME_OFFSET od krańcówki, a HOME_OFFSET podaje się w pliku ini.
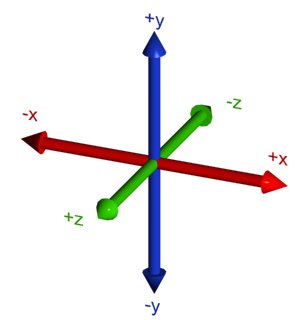
Natomiest kierunek osi zet jest standardowo zgodny z kartezjańskim układem współrzędnych i tego nie wolno zmieniać, bo są potem problemy.
.
: 23 mar 2013, 19:56
autor: kamar
Zhan pisze:. Ustawiłem zakres zetki na -150 do 0 i baza na 0
Pokaż plik .ini bo się nie dogadamy. Patrz co masz na dolnym pasku !!!!
Przykładowa zetka bez krancówek
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 50
#40
MAX_ACCELERATION = 300
STEPGEN_MAXACCEL = 600
SCALE = 400
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT =-110
MAX_LIMIT = 0
HOME_OFFSET = 0.0
BACKLASH = 0.05