Problem z gwintowaniem
: 07 lut 2013, 04:11
Mam maµły problem z gwintowaniem.Zamontowałem enkder ,wpisałem ilość otworów w configu i chciałem wypróbować przykładowym programem i trochę się pobawić
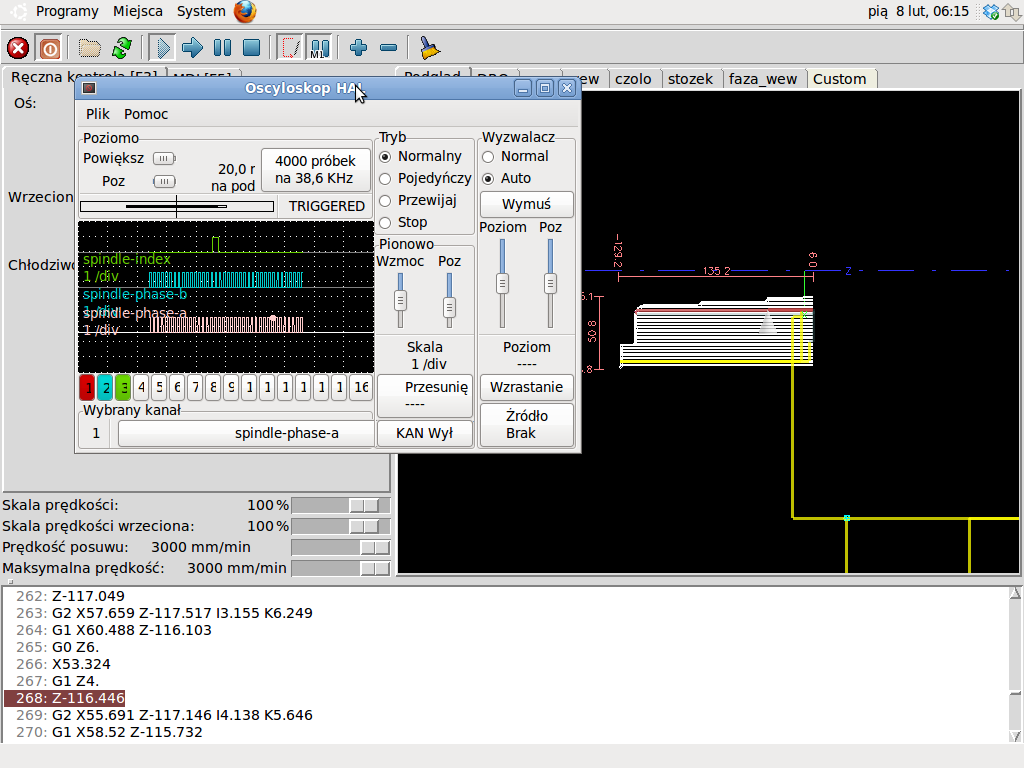
wklepałem tak jak na obrazku

dziwne bo nie wizualizuje długości gwintu-Z-100...albo ja coś zle robię Bo Z-100 to ma być współrzędna w osi Z do której ma być gwint czy fizyczna długość gwintu z minusem?
Suport rusza się w osi X do przodu do tylu-jak przy nacinaniu tyle ze nie porusza się w osi Z...Przybiera po 10 setek tak jak w poleceniu,co widać na ekranie kończy program i staje
w drugim przypadku dojeżdża do G0 wykonuje 1 ruch w osi X i dalej nic...a zmieniłem w programie tylko parametr długości gwintu pokazuje się prawidłowa wizualizacja ,nie kończy programu,trzeba go zatrzymać-tzn niema co zatrzymywać...ale tak jak gdyby coś go blokuje

Co robię nie tak?
wklepałem tak jak na obrazku
dziwne bo nie wizualizuje długości gwintu-Z-100...albo ja coś zle robię Bo Z-100 to ma być współrzędna w osi Z do której ma być gwint czy fizyczna długość gwintu z minusem?
Suport rusza się w osi X do przodu do tylu-jak przy nacinaniu tyle ze nie porusza się w osi Z...Przybiera po 10 setek tak jak w poleceniu,co widać na ekranie kończy program i staje
w drugim przypadku dojeżdża do G0 wykonuje 1 ruch w osi X i dalej nic...a zmieniłem w programie tylko parametr długości gwintu pokazuje się prawidłowa wizualizacja ,nie kończy programu,trzeba go zatrzymać-tzn niema co zatrzymywać...ale tak jak gdyby coś go blokuje
Co robię nie tak?