Czasem trzeba wytoczyć stożek od wewnątrz - moja tokarka na przykład strasznie hałasuje, jak jej każę zrobić na raz fazkę szerszą niż milimetr, właśnie sprzedałem konik, którego pinoli używałem do mocowania frezów ze stożkowym uchwytem w uchwycie tokarki. Muszę wytoczyć sobie własny.
Na warsztat poszła procedura stożka - zapodaję efekt wizualny, kod wrzucę, jak odpalę maszynę roboczą.
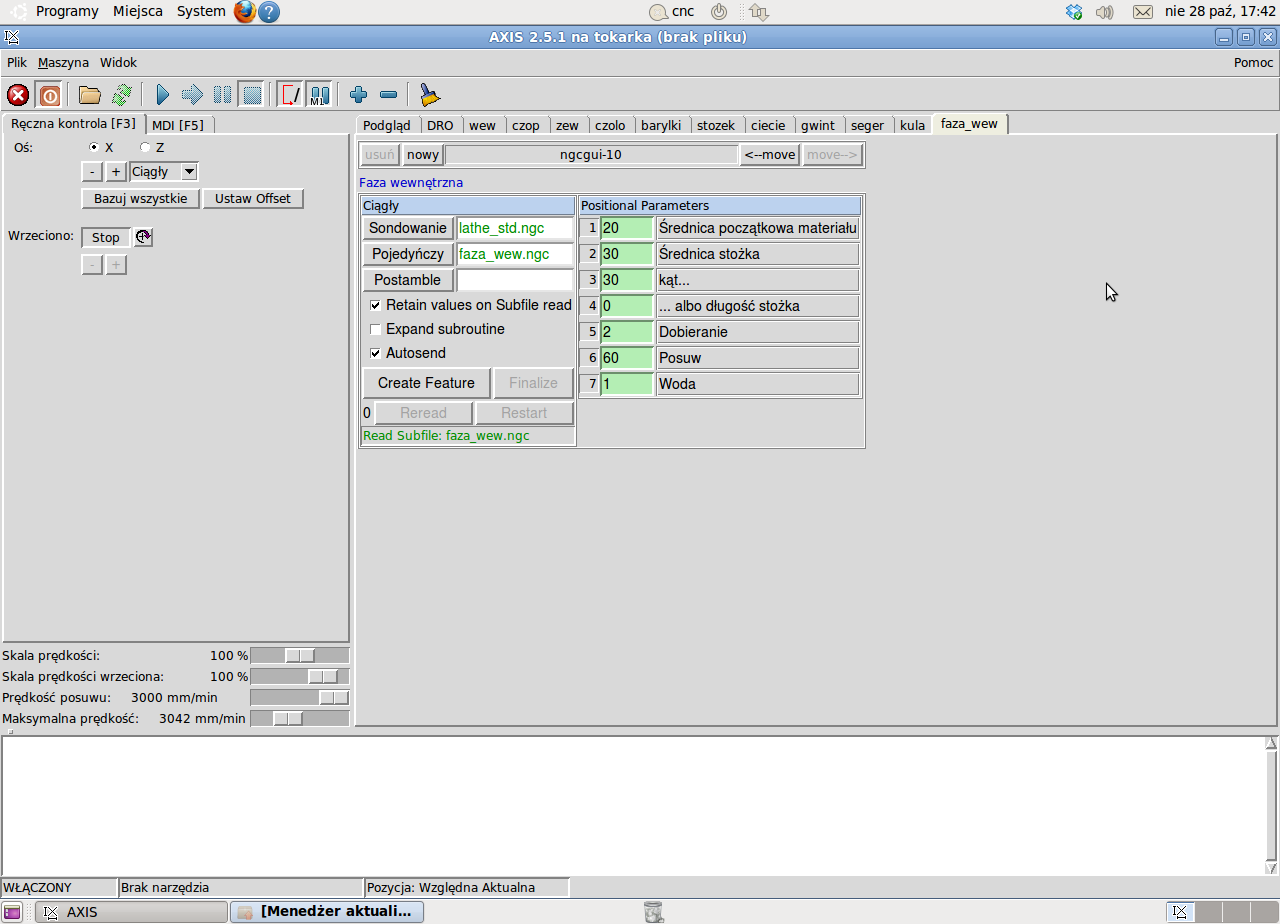
Nie sprawdzałem dokładnie i nie wiem, czy tylko u mnie na symulatorze, ale - czy #3 Przybranie to raczej Skalowanie.
Dobrze pokazuje przy domyślnej wartości 0.5
Pozdrawiam
: 31 paź 2012, 10:39
autor: kamar
Też mi rzuca błedem - za duże zagłebienie procedur
Sprawdż tą :
Resztę opcji i tak każdy ustawia po swojemu - zależy jaką ma maszynę i jak lubi.
Ja, skoro już założyłem enkoder na wrzeciono, wszędzie wrzucam, aby posuw był na obrót i szybkość skrawania itp.
Pozdrawiam
: 31 paź 2012, 11:42
autor: MlKl
Toć to są procedury, które można dowolnie modyfikować. Łatwiej sobie poprawić, jak robić wszystko od nowa.
Faktycznie przybranie się coś multiplikuje - im mniejsze, tym więcej przebiegów, więcej niż być powinno, ale wartości kąta i długości stożka zostają zachowane.
Nie udało mi się zaobserwować błędu za dużego zagłębienia procedur. U mnie to działa, działają też procedury sporo bardziej skomplikowane. Bo ta jest stosunkowo prosta.
: 31 paź 2012, 14:13
autor: kamar
hecza pisze:
Ja, skoro już założyłem enkoder na wrzeciono, wszędzie wrzucam, aby posuw był na obrót i szybkość skrawania itp.
Pozdrawiam
Jak stoisz sam przy jednej maszynce to możesz wyczyniać cuda niewidy U mnie procedurki mają być jak najprostrze i takie same na wszystkich.
: 31 paź 2012, 19:45
autor: IMPULS3
To jak już tak Wam dobrze idzie z tymi procedurkami to może w ten temat powrzucać wszystkie, bo reszta jest w tylu tematach że nawet ciężko znaleść. Ja się na razie nie przylącze bo to za wysokie progi, a bardziej tak na sępa.