



No właśnie, nie dorabiajmy barokowego interfejsu jak w wiadomym programie.
Co się da zrobić G-kodem nie potrzebuje przycisków i ptaszków.
Po drugie nie będę pisał niczego pod LinuxCNC w wersji niższej od 2.5.0.
Jak ktoś ma starszą wersję, to czas najwyższy zrobić upgrade.
U mnie MDI działa z układem współrzędnych obróconym przez G92, to znaczy że u innych też powinno.
Co do sugestii by wartość pierwszego najazdu musiała być większa od drugiego, to na razie nie mam opinii.
Po prostu nie mam czasu o tym pomyśleć czy to dobry pomysł.
Trochę dopieściłem kod, ale nic rewolucyjnego, to na razie nie będę go publikował.
.
Ustawianie maszyny pod materiał


")
-
 tuxcnc
tuxcnc
- Lider FORUM (min. 2000)
")
- Posty w temacie: 9
- Posty: 7858
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
Nieźle namieszałeś.
Masz błąd w czwartej linii pliku custom_postgui.hal, tylko u mnie ten plik ma dwa bajty i nie ma mowy o czwartej linii ...
Ja po prostu korzystam z innego interfejsu, bo dokleiłem kod do camview.
Natomiast niektóre pliki z mojej konfiguracji mogą zostać użyte z pyvcp, tylko trzeba wszystko do siebie dopasować.
.
Masz błąd w czwartej linii pliku custom_postgui.hal, tylko u mnie ten plik ma dwa bajty i nie ma mowy o czwartej linii ...
Ja po prostu korzystam z innego interfejsu, bo dokleiłem kod do camview.
Natomiast niektóre pliki z mojej konfiguracji mogą zostać użyte z pyvcp, tylko trzeba wszystko do siebie dopasować.
.
-
hecza
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 3
- Posty: 403
- Rejestracja: 06 mar 2012, 13:25
- Lokalizacja: Częstochowa
Witam
I - uruchomiło się nowe pole minowe - po kliknięciu obojętnie którego przycisku funkcji, gdy jest aktywna zakładka kontroli ręcznej [ F3 ] wyrzuca sterowanie z widoku rzeczywistego ( XYZ ) do widoku napędów ( 0123 ).
Wszystko jest OK, gdy jest aktywna zakładka MDI [ F5 ], ale do najazdu na punkty używam F3 > F5 > F3 > F5 - jeśli się pomyliłem to 2 x $ by wrócić do XYZ, a jeśli się nie zauważy to wiadomo - przy F3 po kliknięciu w strzałeczkę wyłamywanie bramy ( jazda 1 silnikiem ).
Problem oczywiście dotyczy konfiguracji gantrykins - wcześniej się pomyliłem i pisałem kinematics.
F3 coś nie lubi tej funkcji - nie chce też przejąć zmienionego układu współrzędnych - problem ogólny.
Ja z programowania ~0 , dlatego uśmiecham się do zdolniejszych w tym temacie - nadal deklaruję pomoc, ale bardziej fizyczną, z której nikt nie korzysta, a myslałem, że będę musiał zmienić telefon i tożsamość.
Wszystkie testy oprogramowania przeprowadzam na ubuntu 10.04-najnowsza wersja stabilna (obecnie 2.5.1) ze strony linuxcnc
Mając trochę czasu dodałem funkcję Align do mojej frezarki bramowej - konfiguracja gantrykins ( 2 silniki w osi X ).tuxcnc pisze:Wszystkie sugestie są mile widziane.
.
I - uruchomiło się nowe pole minowe - po kliknięciu obojętnie którego przycisku funkcji, gdy jest aktywna zakładka kontroli ręcznej [ F3 ] wyrzuca sterowanie z widoku rzeczywistego ( XYZ ) do widoku napędów ( 0123 ).
Wszystko jest OK, gdy jest aktywna zakładka MDI [ F5 ], ale do najazdu na punkty używam F3 > F5 > F3 > F5 - jeśli się pomyliłem to 2 x $ by wrócić do XYZ, a jeśli się nie zauważy to wiadomo - przy F3 po kliknięciu w strzałeczkę wyłamywanie bramy ( jazda 1 silnikiem ).
Problem oczywiście dotyczy konfiguracji gantrykins - wcześniej się pomyliłem i pisałem kinematics.
F3 coś nie lubi tej funkcji - nie chce też przejąć zmienionego układu współrzędnych - problem ogólny.
Ja z programowania ~0 , dlatego uśmiecham się do zdolniejszych w tym temacie - nadal deklaruję pomoc, ale bardziej fizyczną, z której nikt nie korzysta, a myslałem, że będę musiał zmienić telefon i tożsamość.
Wszystkie testy oprogramowania przeprowadzam na ubuntu 10.04-najnowsza wersja stabilna (obecnie 2.5.1) ze strony linuxcnc
Ostatnio zmieniony 20 sie 2012, 09:19 przez hecza, łącznie zmieniany 1 raz.
-
tuxcnc
- Lider FORUM (min. 2000)
- Posty w temacie: 9
- Posty: 7858
- Rejestracja: 26 lut 2011, 23:24
- Lokalizacja: mazowieckie
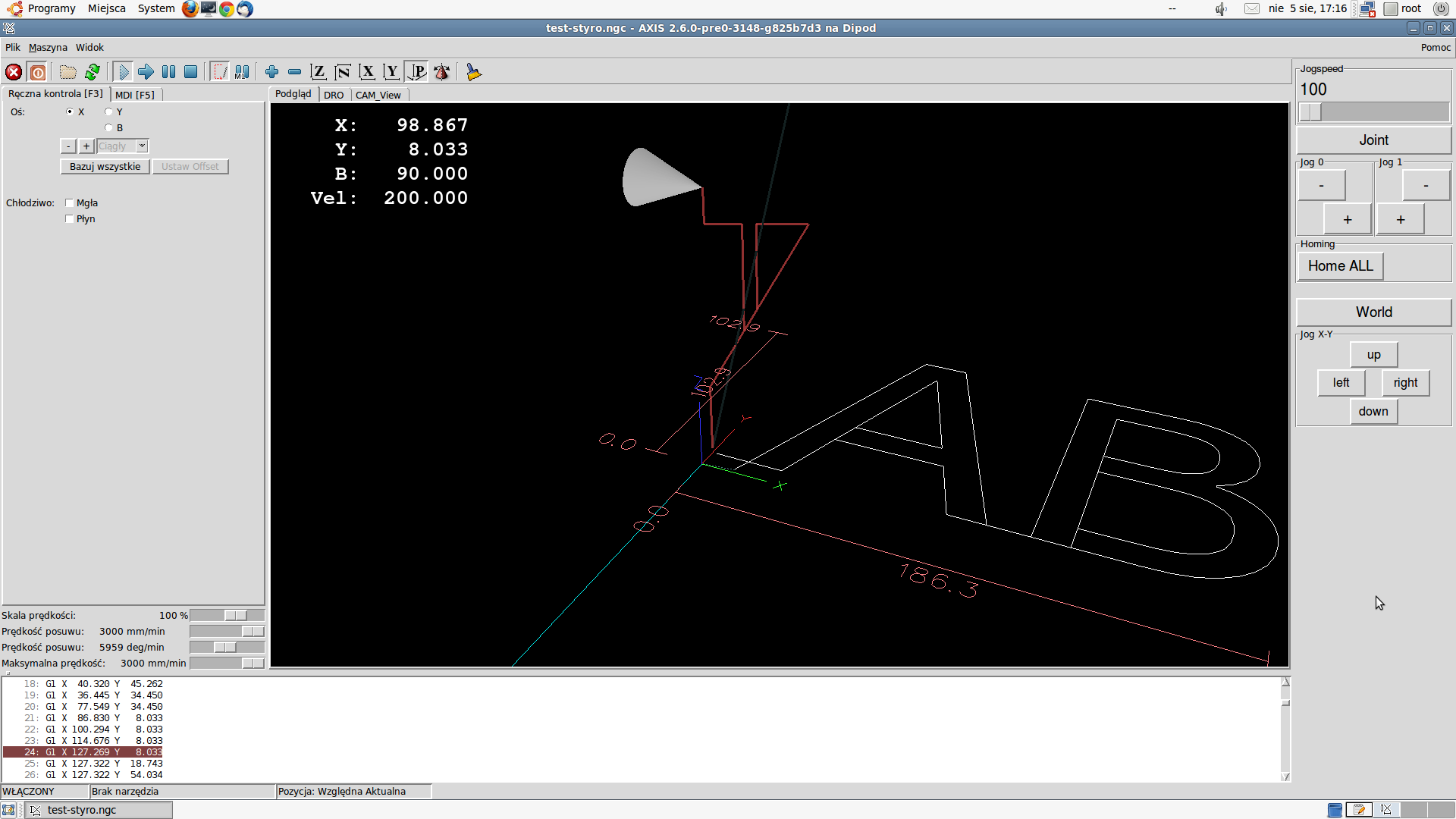
Ja mam podobne problemy w styroploterze.
To jest niekartezjańska kinematyka zwana hotwinch.
Mam tam klawisze w pyvcp i jest taki numer, że aktywne są tylko te, które odpowiadają aktywnemu układowi "world" (XY) albo "joint" (01).
Jak mam aktywne napędy, to klawisze up, down, left i right są najzwyczajniej martwe.
Wkurza to nadal, ale pomylić się już nie można.
.
To jest niekartezjańska kinematyka zwana hotwinch.
Mam tam klawisze w pyvcp i jest taki numer, że aktywne są tylko te, które odpowiadają aktywnemu układowi "world" (XY) albo "joint" (01).
Jak mam aktywne napędy, to klawisze up, down, left i right są najzwyczajniej martwe.
Wkurza to nadal, ale pomylić się już nie można.
.






