Problem z interpretacją przez sterowanie gcodu na 4oś
: 25 lut 2012, 19:29
Witam
Cały dzień walczę ze sterowaniem i PostBiulderem, by dostosować gcode do wzoru.
Zastanawiam się gdzie jest błąd, przerobiony kod z HeidenHaina ( z tego kodu wykonany został wzór ) zachowuje się identycznie jak ten na filmie.
Wydaje mi się że to błędne interpretowanie kodu przez sterowanie, gdy zapodaję G0 A350, a następnie G0 A0 to oś wykonuje pełny obrót.
Ta sama komenda na przemysłowej obrabiarce powoduje że oś A dąży do A0 po najkrótszej drodze.
Czy jest możliwość zastosowania tej samej zasady do naszego sterowania?
Macie jakiś pomysły gdzie tkwi problem, czy ktoś z kolegów jest wyposażony w 4 oś?
FILM
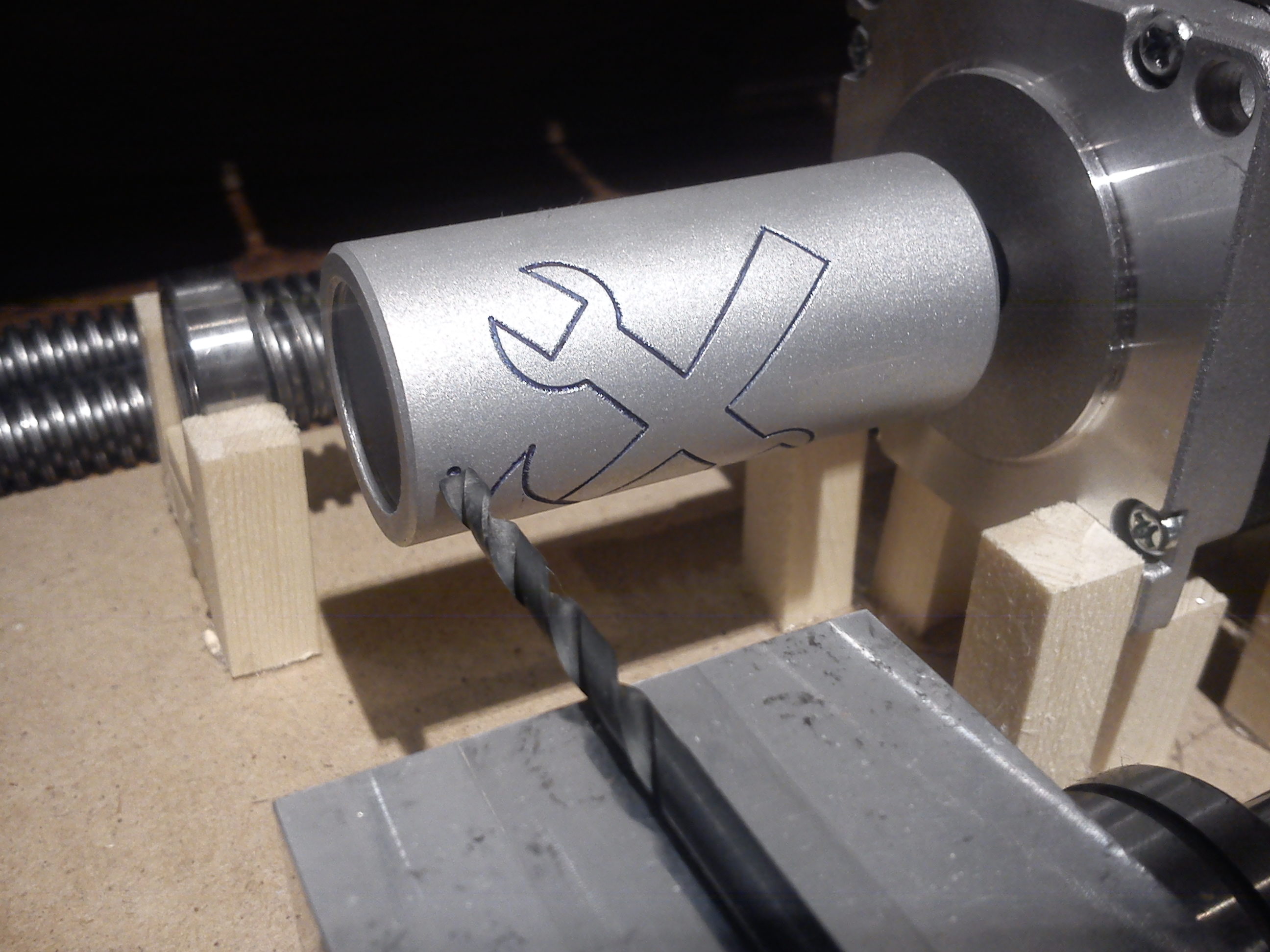
Kropka na detalu reprezentuje bazę X0 Y0 A0.
Zauważyłem że źle miałem podłączone cewki silnika, dlatego program z odwróconymi współrzędnymi osi A działał poprawnie, a ten z HH nie.
Program obróciłem o 90st, nie przekracza on punktu A0 pracuje na jednym obszarze współrzędnej osi A (FILM) taki efekt muszę uzyskać.
Pytanie teraz czy należy uczepić się sterownia, czy stworzyć postprocesor dostosowany do specyfikacji sterowania, czyli taki który nie będzie generował przejść następujących po sobie jak: A355.00 A.05 co na dzień dzisiejszy daje nam pełny obrót
[ Dodano: 2012-02-27, 11:41 ]
Jednak należało uczepić się postprocesora
Rozwiązanie otrzymałem w dziale NX: LINK
Cały dzień walczę ze sterowaniem i PostBiulderem, by dostosować gcode do wzoru.
Zastanawiam się gdzie jest błąd, przerobiony kod z HeidenHaina ( z tego kodu wykonany został wzór ) zachowuje się identycznie jak ten na filmie.
Wydaje mi się że to błędne interpretowanie kodu przez sterowanie, gdy zapodaję G0 A350, a następnie G0 A0 to oś wykonuje pełny obrót.
Ta sama komenda na przemysłowej obrabiarce powoduje że oś A dąży do A0 po najkrótszej drodze.
Czy jest możliwość zastosowania tej samej zasady do naszego sterowania?
Macie jakiś pomysły gdzie tkwi problem, czy ktoś z kolegów jest wyposażony w 4 oś?
FILM
Kropka na detalu reprezentuje bazę X0 Y0 A0.
Zauważyłem że źle miałem podłączone cewki silnika, dlatego program z odwróconymi współrzędnymi osi A działał poprawnie, a ten z HH nie.
Program obróciłem o 90st, nie przekracza on punktu A0 pracuje na jednym obszarze współrzędnej osi A (FILM) taki efekt muszę uzyskać.
Pytanie teraz czy należy uczepić się sterownia, czy stworzyć postprocesor dostosowany do specyfikacji sterowania, czyli taki który nie będzie generował przejść następujących po sobie jak: A355.00 A.05 co na dzień dzisiejszy daje nam pełny obrót
[ Dodano: 2012-02-27, 11:41 ]
Jednak należało uczepić się postprocesora
Rozwiązanie otrzymałem w dziale NX: LINK