Potrzebna pomoc w konfiguracji EMC2
: 05 wrz 2011, 16:04
Witam
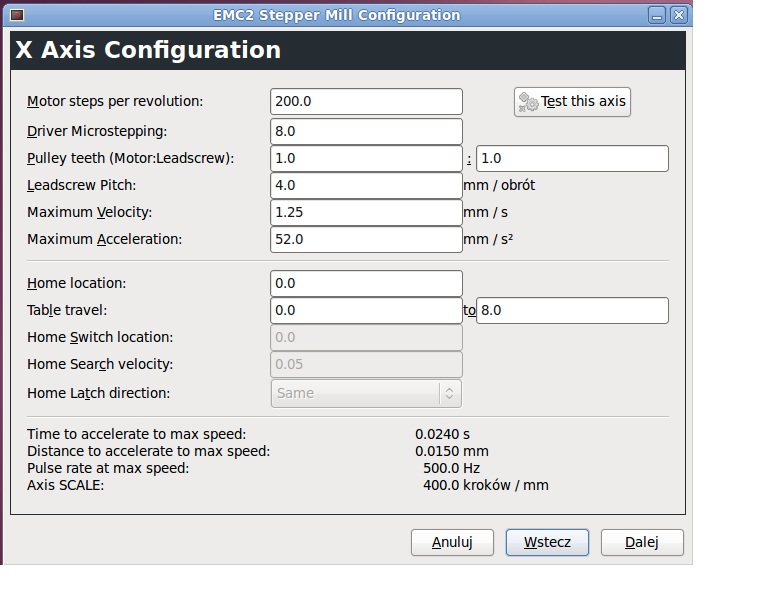
Potrzebuję pomocy w konfiguracji EMC2 jakiś czas temu zbudowałem frezarkę pierwsze próby na Mach później brak czasu i frezarka poszła w odstawkę przeleżała półtora roku nadszedł czas na reanimację tym razem padło na Linuksa i EMC2 i zaczęły się schody, nie mogę przebrnąć przez, jak i gdzie podać skok śruby i dzielnik sterownika co w moim przypadku jest 1/8 bo bez tego żadem wymiar się nie zgadza i wszystkie parametry mam poza zasięgiem .Teoretycznie obszar roboczy maszyny powinien wynosić 32x27 cm a na chwilę obecną nie mam połowy .Wiem że zaraz ktoś napisze żeby zacząć od instrukcji lecz angielski to nie moja silna strona tak więc jak może ktoś pomóc to bardzo dziękuję
Pozdrawiam Robert
Potrzebuję pomocy w konfiguracji EMC2 jakiś czas temu zbudowałem frezarkę pierwsze próby na Mach później brak czasu i frezarka poszła w odstawkę przeleżała półtora roku nadszedł czas na reanimację tym razem padło na Linuksa i EMC2 i zaczęły się schody, nie mogę przebrnąć przez, jak i gdzie podać skok śruby i dzielnik sterownika co w moim przypadku jest 1/8 bo bez tego żadem wymiar się nie zgadza i wszystkie parametry mam poza zasięgiem .Teoretycznie obszar roboczy maszyny powinien wynosić 32x27 cm a na chwilę obecną nie mam połowy .Wiem że zaraz ktoś napisze żeby zacząć od instrukcji lecz angielski to nie moja silna strona tak więc jak może ktoś pomóc to bardzo dziękuję
Pozdrawiam Robert