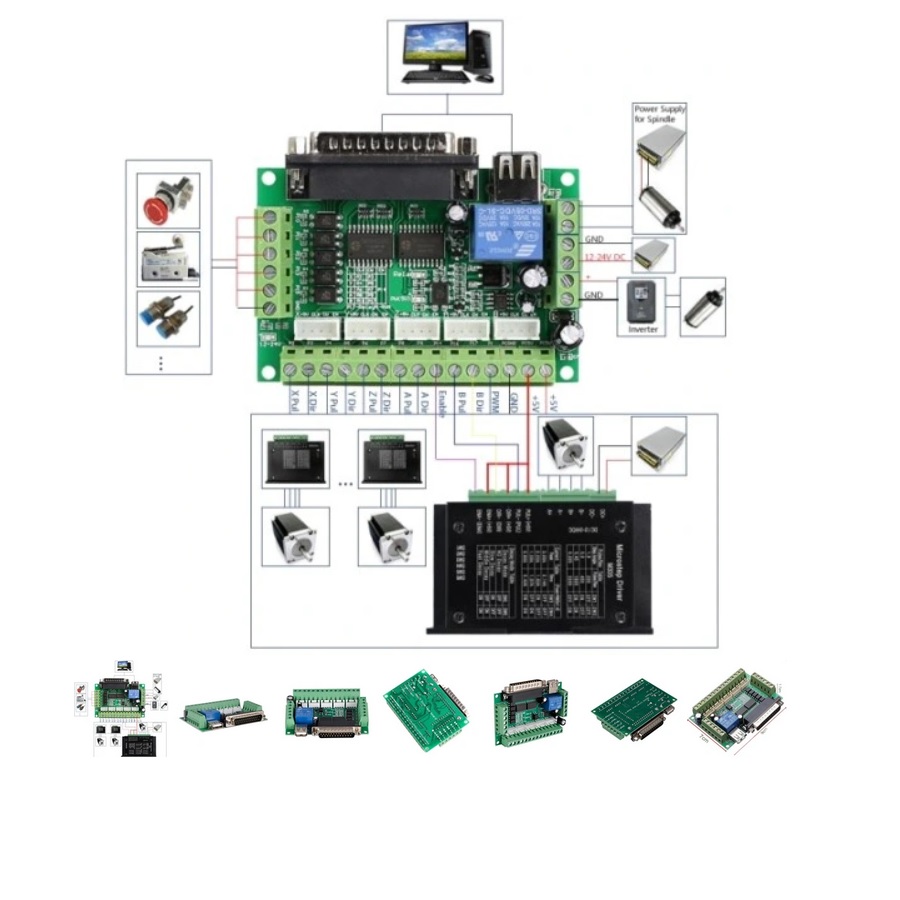
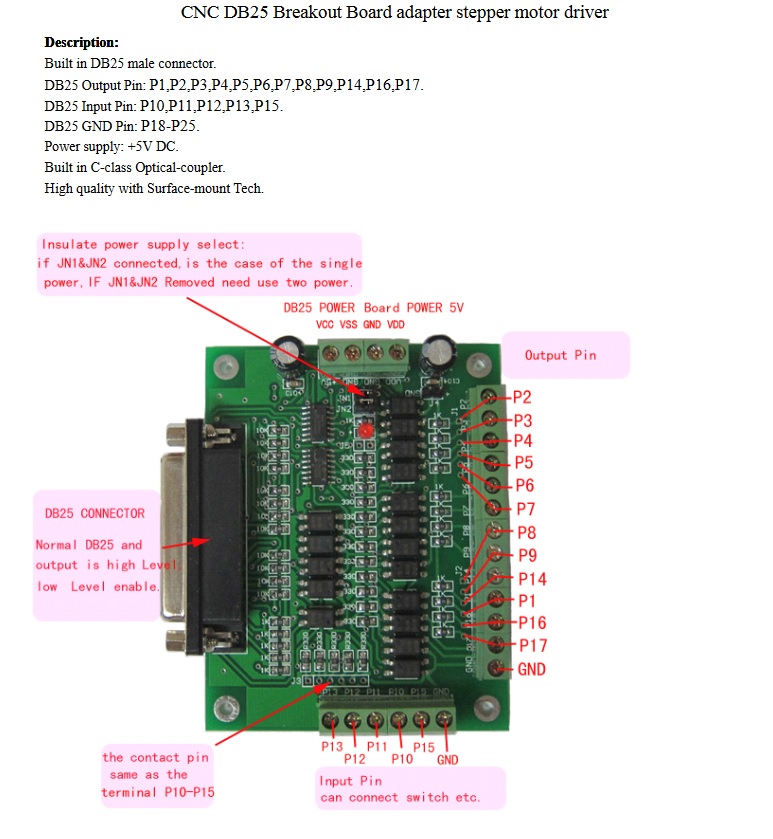
Panowie dorzucam mojego hala, dziś stworzony, podpiąłem się bezpośrednio pod port lpt i dalej nic, jakieś minimalne wskazania, także enkoder w śmieci, już widzę jak mi się chce jakiś filmik kręcić i chińczykowi wysyłać, że to cudo nie działa...
Ponowię pytanie z pierwszego postu, czy ten omron będzie działał z lpt i linuxcnc? Pomijając rozdzielczość oczywiście.
atom1477 pisze:Nie bez powodu w lepszych kartach
a te lepsze to?
# Generated by stepconf 1.1 at Mon Mar 4 13:03:03 2024
# If you make changes to this file, they will be
# overwritten when you run stepconf again
loadrt [KINS]KINEMATICS
loadrt [EMCMOT]EMCMOT base_period_nsec=[EMCMOT]BASE_PERIOD servo_period_nsec=[EMCMOT]SERVO_PERIOD num_joints=[KINS]JOINTS
loadrt hal_parport cfg="0 out"
setp parport.0.reset-time 5000
loadrt stepgen step_type=0,0
loadrt encoder num_chan=1
loadrt abs count=1
loadrt scale count=1
loadrt lowpass count=1
loadrt pwmgen output_type=1
addf parport.0.read base-thread
addf stepgen.make-pulses base-thread
addf encoder.update-counters base-thread
addf pwmgen.make-pulses base-thread
addf parport.0.write base-thread
addf parport.0.reset base-thread
addf stepgen.capture-position servo-thread
addf encoder.capture-position servo-thread
addf motion-command-handler servo-thread
addf motion-controller servo-thread
addf stepgen.update-freq servo-thread
addf pwmgen.update servo-thread
addf abs.0 servo-thread
addf scale.0 servo-thread
addf lowpass.0 servo-thread
net spindle-cmd-rpm => pwmgen.0.value
net spindle-on <= spindle.0.on => pwmgen.0.enable
net spindle-pwm <= pwmgen.0.pwm
setp pwmgen.0.pwm-freq 100.0
setp pwmgen.0.scale 1166.6666666666665
setp pwmgen.0.offset 0.11428571428571428
setp pwmgen.0.dither-pwm true
net spindle-cmd-rpm <= spindle.0.speed-out
net spindle-cmd-rpm-abs <= spindle.0.speed-out-abs
net spindle-cmd-rps <= spindle.0.speed-out-rps
net spindle-cmd-rps-abs <= spindle.0.speed-out-rps-abs
net spindle-at-speed => spindle.0.at-speed
net spindle-cw <= spindle.0.forward
setp encoder.0.position-scale 400.000000
net spindle-position encoder.0.position => spindle.0.revs
net spindle-velocity-feedback-rps encoder.0.velocity => spindle.0.speed-in
net spindle-index-enable encoder.0.index-enable <=> spindle.0.index-enable
net spindle-phase-a encoder.0.phase-A
net spindle-phase-b encoder.0.phase-B
net spindle-index encoder.0.phase-Z
net estop-out => parport.0.pin-01-out
net xstep => parport.0.pin-02-out
setp parport.0.pin-02-out-reset 1
net xdir => parport.0.pin-03-out
net ystep => parport.0.pin-04-out
setp parport.0.pin-04-out-reset 1
net ydir => parport.0.pin-05-out
net zstep => parport.0.pin-06-out
setp parport.0.pin-06-out-reset 1
net zdir => parport.0.pin-07-out
net astep => parport.0.pin-08-out
setp parport.0.pin-08-out-reset 1
net adir => parport.0.pin-09-out
net spindle-cw => parport.0.pin-14-out
net spindle-pwm => parport.0.pin-16-out
net xenable => parport.0.pin-17-out
net spindle-phase-a <= parport.0.pin-10-in
net spindle-index <= parport.0.pin-11-in
net spindle-phase-b <= parport.0.pin-12-in
setp stepgen.0.position-scale [JOINT_0]SCALE
setp stepgen.0.steplen 1
setp stepgen.0.stepspace 0
setp stepgen.0.dirhold 35000
setp stepgen.0.dirsetup 35000
setp stepgen.0.maxaccel [JOINT_0]STEPGEN_MAXACCEL
net xpos-cmd joint.0.motor-pos-cmd => stepgen.0.position-cmd
net xpos-fb stepgen.0.position-fb => joint.0.motor-pos-fb
net xstep <= stepgen.0.step
net xdir <= stepgen.0.dir
net xenable joint.0.amp-enable-out => stepgen.0.enable
setp stepgen.1.position-scale [JOINT_1]SCALE
setp stepgen.1.steplen 1
setp stepgen.1.stepspace 0
setp stepgen.1.dirhold 35000
setp stepgen.1.dirsetup 35000
setp stepgen.1.maxaccel [JOINT_1]STEPGEN_MAXACCEL
net zpos-cmd joint.1.motor-pos-cmd => stepgen.1.position-cmd
net zpos-fb stepgen.1.position-fb => joint.1.motor-pos-fb
net zstep <= stepgen.1.step
net zdir <= stepgen.1.dir
net zenable joint.1.amp-enable-out => stepgen.1.enable
net estop-out <= iocontrol.0.user-enable-out
net estop-out => iocontrol.0.emc-enable-in
loadusr -W hal_manualtoolchange
net tool-change iocontrol.0.tool-change => hal_manualtoolchange.change
net tool-changed iocontrol.0.tool-changed <= hal_manualtoolchange.changed
net tool-number iocontrol.0.tool-prep-number => hal_manualtoolchange.number
net tool-prepare-loopback iocontrol.0.tool-prepare => iocontrol.0.tool-prepared