YL620-A modbus linuxcnc
: 07 lut 2021, 17:27
Witam, nadszedł czas na kolejny problem, zakupiłem u myfrenda taki falownik specjalnie do tej komunikacji.
Link do instrukcji:
http://vancura.biz/files/Documents/CNC/ ... 0table.pdf
Dzięki Adamowi i jego instrukcjom mnie więcej wiem "w którym kościele dzwony bija", ale jak dochodzi do indywidualnych parametrów do wpisania to już jest mega problem.
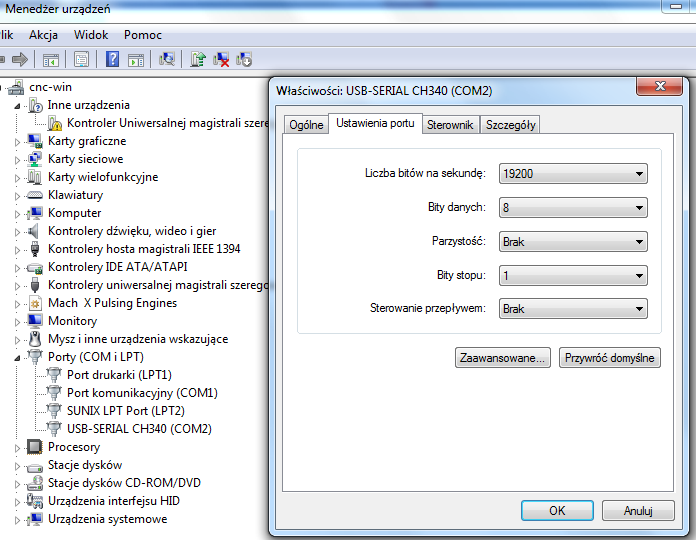
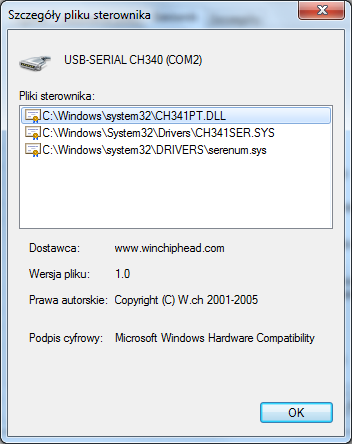
Na początek to jak sprawdzić czy ten moduł usb-rs485 (mam ten bez kwarcu) jest w ogóle widoczny/sprawny pod linukem?
Pod winda to proste, stery zainstalowane, ale jak próbowałem coś wysłać zero rezultatu (może źle adresuje)
Zależy mi na podstawowej obsłudze, start, obroty w prawo z zadana częstotliwością, stop oraz zatrzymanie programu po wykryciu przeciążenia.
Ale pokoleji, falownik ustawiony tak:
P00.01 - 3 From (Modbus Rs485)
P03.00 - 4: 19200Bps
P03.02 - 2: 8 bit data, 1 stop bit, no parity
P07.08 - 5: (Modbus Rs485)Given frequency )
Dalej razem z filmami oraz temu postowi ploter-frezujacy-potrzebna-pomoc-t10353 ... ml#p723261 próbowałem coś z tymi cewkami w ClassicLadder. Pierwszy problem to wpisanie bitow, wedle postu to:
18 - start naprzód
34 - start wstecz itd.
1 - stop
potem edycja hal, skopiowałem te 3 liniki w hal i linuxcnc już nie wstaje, nie wiem co źle zrobiłem?
Zdaje sobie sprawę ze temat tego modbus jest skomplikowany i obszerny, lecz programista i automatyk ze mnie żaden, i jakoś ta dziedzina mnie nie pociąga. Proszę mnie źle nie zrozumieć, nie oczekuje gotowca, ale dalsze dogłębne drążenie tych protokołów nie jest dla mnie.
Link do instrukcji:
http://vancura.biz/files/Documents/CNC/ ... 0table.pdf
Dzięki Adamowi i jego instrukcjom mnie więcej wiem "w którym kościele dzwony bija", ale jak dochodzi do indywidualnych parametrów do wpisania to już jest mega problem.
Na początek to jak sprawdzić czy ten moduł usb-rs485 (mam ten bez kwarcu) jest w ogóle widoczny/sprawny pod linukem?
Pod winda to proste, stery zainstalowane, ale jak próbowałem coś wysłać zero rezultatu (może źle adresuje)
Zależy mi na podstawowej obsłudze, start, obroty w prawo z zadana częstotliwością, stop oraz zatrzymanie programu po wykryciu przeciążenia.
Ale pokoleji, falownik ustawiony tak:
P00.01 - 3 From (Modbus Rs485)
P03.00 - 4: 19200Bps
P03.02 - 2: 8 bit data, 1 stop bit, no parity
P07.08 - 5: (Modbus Rs485)Given frequency )
Dalej razem z filmami oraz temu postowi ploter-frezujacy-potrzebna-pomoc-t10353 ... ml#p723261 próbowałem coś z tymi cewkami w ClassicLadder. Pierwszy problem to wpisanie bitow, wedle postu to:
18 - start naprzód
34 - start wstecz itd.
1 - stop
potem edycja hal, skopiowałem te 3 liniki w hal i linuxcnc już nie wstaje, nie wiem co źle zrobiłem?
Zdaje sobie sprawę ze temat tego modbus jest skomplikowany i obszerny, lecz programista i automatyk ze mnie żaden, i jakoś ta dziedzina mnie nie pociąga. Proszę mnie źle nie zrozumieć, nie oczekuje gotowca, ale dalsze dogłębne drążenie tych protokołów nie jest dla mnie.
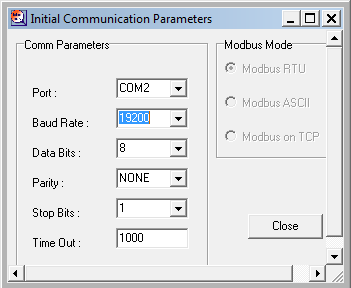
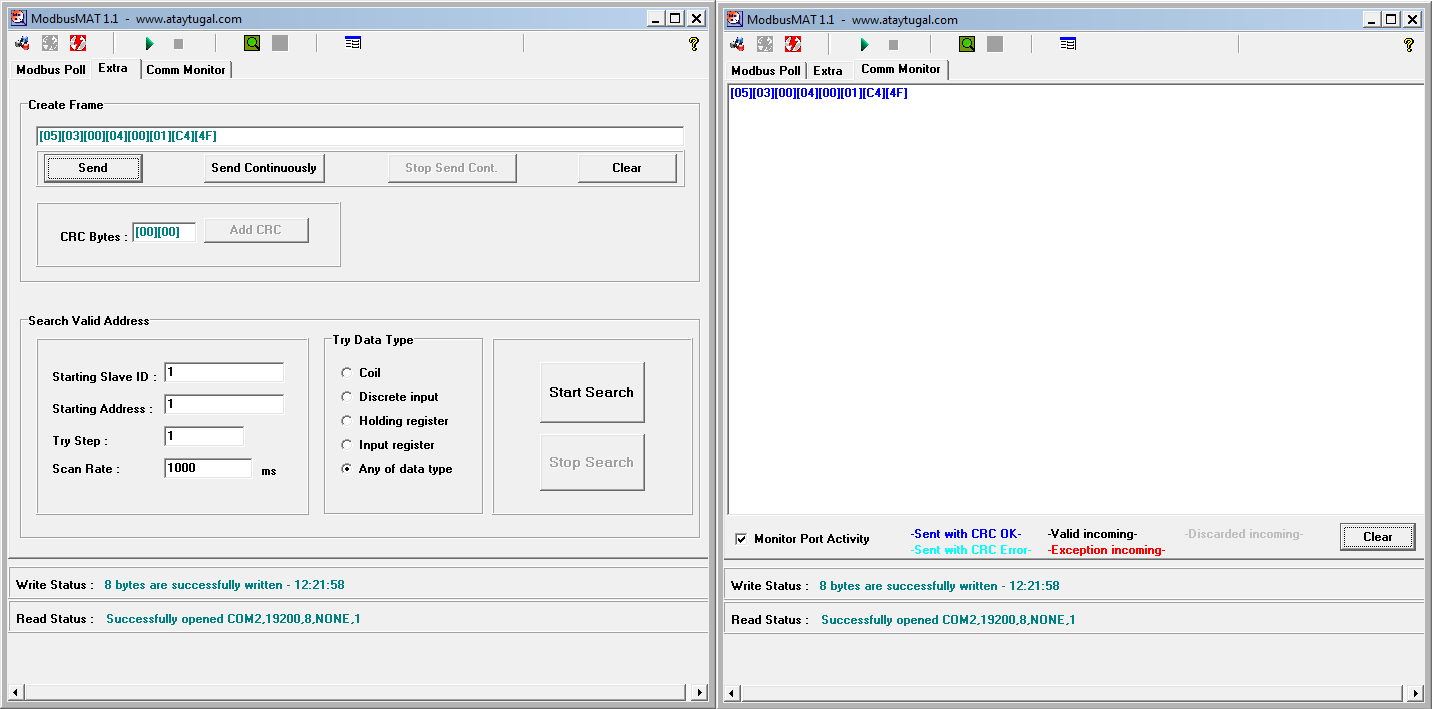




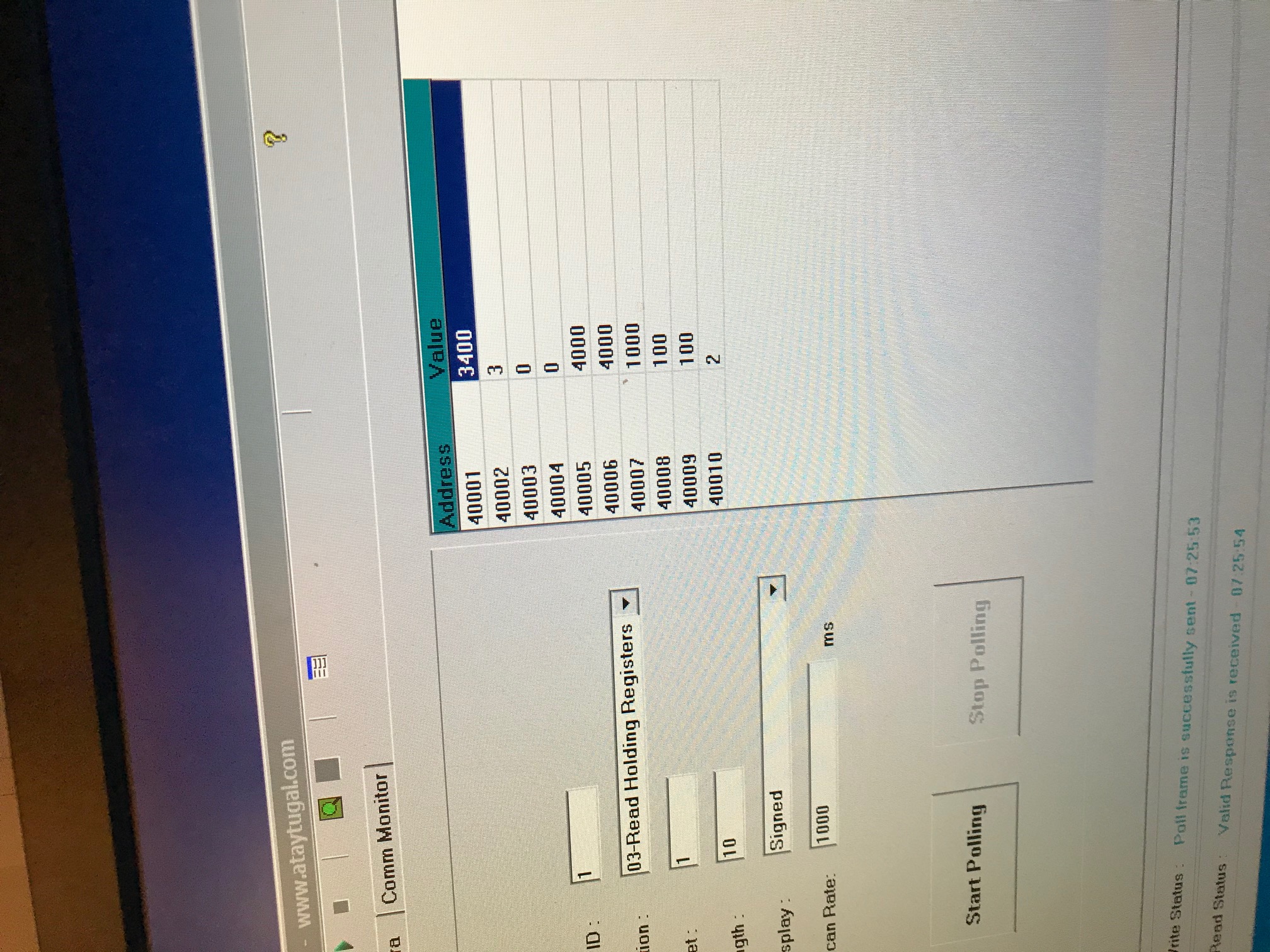
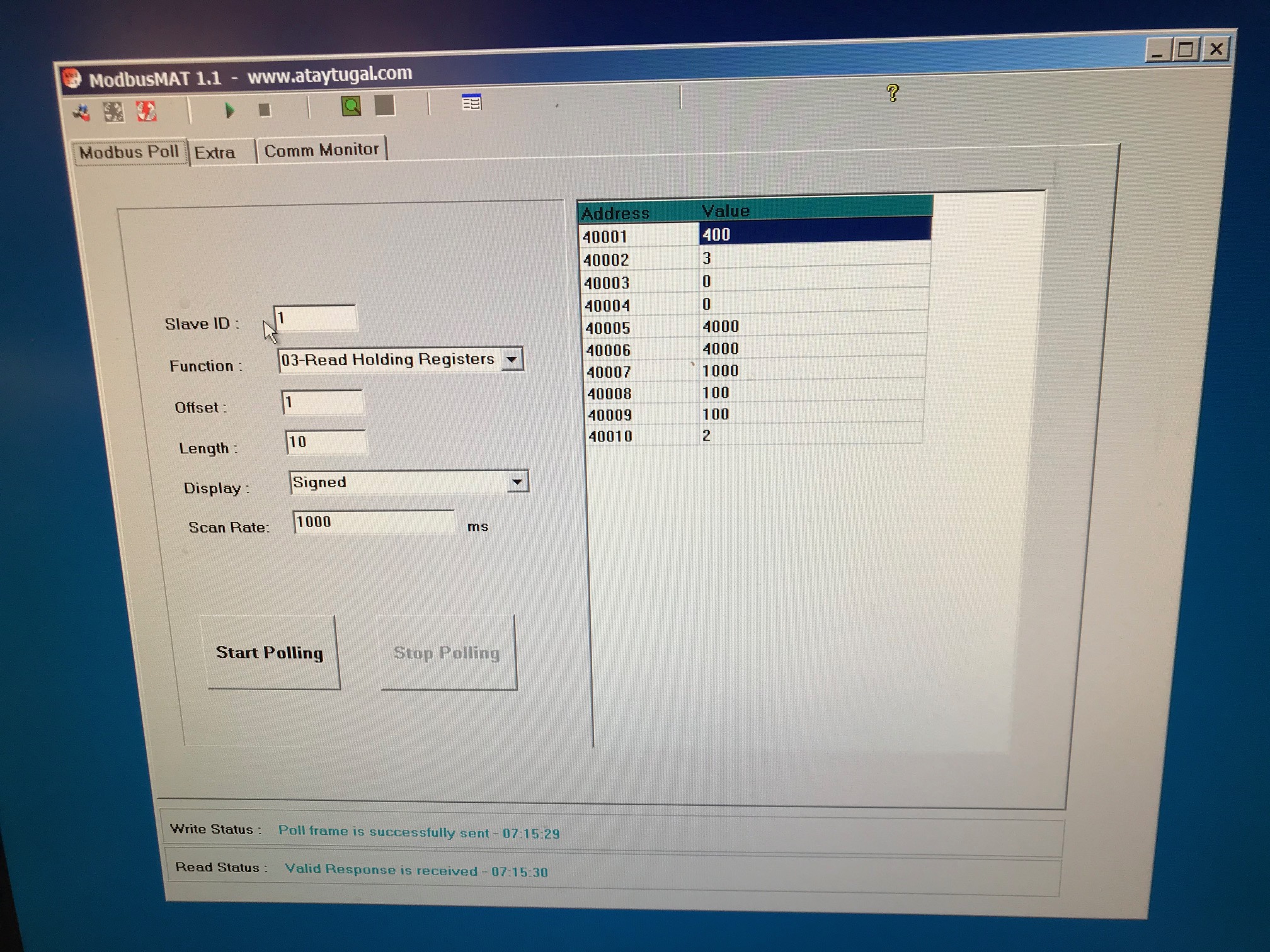 Ja zaczynałem od próby czytania ustawień falownika za pomocą modbusMAT.
Ja zaczynałem od próby czytania ustawień falownika za pomocą modbusMAT.