



Wszystko fajnie, ale programy do generowania ścieżki pozwalają wygenerować ją jako ostatnie przejście. A na tokarce trzeba zacząć od powierzchni najczęściej walca, i zbierać po warstwie.
Dlatego wygenerowanie g-code na ścieżkę to dopiero początek roboty - można to potem puszczać w pętli, zmieniając offset co przebieg o grubość przybrania. Ale profesjonalniej by było żeby posuw roboczy odbywał się wyłącznie w materiale, i na dokładkę tego się raczej jednym nożem nie toczy, trzeba uwzględniać zmianę narzędzi w każdym przebiegu.
Dodatkowo - akurat dziś rozmawiałem z tokarzem, który mi tłumaczył, że chciałby jakiś "potrójny warkocz" na takiej tralce dodatkowo robić... A to chyba już wymaga napędzanego narzędzia zamiast noża.
Instalacja wersji rozwojowej LinuxCNC z NGCGUI


-
 jarenio
jarenio
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 2
- Posty: 672
- Rejestracja: 06 paź 2008, 22:48
- Lokalizacja: TJE/KR
- Kontakt:
airjack, musisz wyeksportować plik do formatu dxf, a później nawet najprostszy dxf2gcode da radę zamienić to na ścieżki
jeżeli kożystasz z osi Z w tokarce to jeszcze trzeba by pozamieniać osie w kodzie, ale to tez nie problem na upartego można poprawić tak dxf2gcode żeby zamiast Y pisał Z
na upartego można poprawić tak dxf2gcode żeby zamiast Y pisał Z
jak już pisałem wcześniej, musisz dorysować najpierw zgrubne toczenie, bez problemu zrobisz to na przykład w librecad, nie musi być ono nie wiadomo jak dokładne, ale to chyba wiesz
zamieniasz to wszytko na gcode i musi działać
ostatecznie, jak będziesz miał problem to po weekendzie mogę ci z tym pomóc
jeżeli kożystasz z osi Z w tokarce to jeszcze trzeba by pozamieniać osie w kodzie, ale to tez nie problem
jak już pisałem wcześniej, musisz dorysować najpierw zgrubne toczenie, bez problemu zrobisz to na przykład w librecad, nie musi być ono nie wiadomo jak dokładne, ale to chyba wiesz
zamieniasz to wszytko na gcode i musi działać
ostatecznie, jak będziesz miał problem to po weekendzie mogę ci z tym pomóc
Pozdrawiam; Jarek
-
 adam Fx
adam Fx
- Lider FORUM (min. 2000)
")
- Posty w temacie: 7
- Posty: 5591
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
witam
zainstalowałem wersje z NGCGUI i co dalej?
korzystając z wybranej konfiguracji
na wersji poprzedniej nie było problemu korzystając z kreatora Stepnonf Wiazrd utworzyło mi skrót i katalog "Moja -frezarka" i tam było wszystko czego potrzeba plik .ini gdzie dopisywałem HALUI=halui by działała wędka do maszyny i pilk custom.hal gdzie cała ta wędka był skonfigurowana jak również plik moja frezarka.hal gdzie mogłem np. wpisać układ portów LPT loadrt hal_parport cfg="0xc000 out 0x378 in " teraz nawet gdy w otwartym linuxCNC zmienię z cali na mm to po wyjściu znowu są cale
czyli reasumując jak to teraz skonfigurować pod siebie? (bo podejrzewam że kreatora nie ma )
)
[ Dodano: 2012-10-01, 14:15 ]
aaaa i jeszcze czy chcąc korzystać z frezarki mam wybrać ngcgui-lathe czy samo ngcgui ?
zainstalowałem wersje z NGCGUI i co dalej?
korzystając z wybranej konfiguracji
(przy okazji dałem by utworzyło skrót na pulpicie ) no i otwiera sie LinuxCNC z domyślna konfiguracja ale jak mam skonfigurować teraz pod swoją maszynę ?MlKl pisze:Odpaliło nam okienko wyboru konfiguracji - wybieramy zakładkę ngcgui i plik konfiguracyjny ngcgui-lathe
na wersji poprzedniej nie było problemu korzystając z kreatora Stepnonf Wiazrd utworzyło mi skrót i katalog "Moja -frezarka" i tam było wszystko czego potrzeba plik .ini gdzie dopisywałem HALUI=halui by działała wędka do maszyny i pilk custom.hal gdzie cała ta wędka był skonfigurowana jak również plik moja frezarka.hal gdzie mogłem np. wpisać układ portów LPT loadrt hal_parport cfg="0xc000 out 0x378 in " teraz nawet gdy w otwartym linuxCNC zmienię z cali na mm to po wyjściu znowu są cale
czyli reasumując jak to teraz skonfigurować pod siebie? (bo podejrzewam że kreatora nie ma
[ Dodano: 2012-10-01, 14:15 ]
aaaa i jeszcze czy chcąc korzystać z frezarki mam wybrać ngcgui-lathe czy samo ngcgui ?
sorki za wszystkie błędy ... (dyslektyk) 
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
 MlKl
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 19
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Masz parę możliwości - najprościej skopiować do starego configa linijki tyczące NGCGUI i wszystko musi działać. Oczywiście jak właściwie wpiszesz ścieżki do plików z NGCGUI.
Wszystko opisane lathe tyczy się oczywiście tokarki - czyli do frezarki się nie bardzo nadaje. Ale bez problemu da się przerobić config jednego na drugie - wystarczy dodać albo usunąć wpis LATHE=1 i dodać, albo usunąć obsługę trzeciej osi. To trzeba zrobić zarówno w config jak i w hal
Ten automat konfiguracyjny jest dobry tylko dla bardzo początkujących - bardziej ogranicza, niż wspomaga, jak juz się wie, o co chodzi.
Wszystko opisane lathe tyczy się oczywiście tokarki - czyli do frezarki się nie bardzo nadaje. Ale bez problemu da się przerobić config jednego na drugie - wystarczy dodać albo usunąć wpis LATHE=1 i dodać, albo usunąć obsługę trzeciej osi. To trzeba zrobić zarówno w config jak i w hal
Ten automat konfiguracyjny jest dobry tylko dla bardzo początkujących - bardziej ogranicza, niż wspomaga, jak juz się wie, o co chodzi.
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 5591
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
czyli mam rozumieć że skopiować do starego configa czyli że będzie działało na wersji linuxcnc 2.5 ?MlKl pisze:najprościej skopiować do starego configa linijki tyczące NGCGUI i wszystko musi działać. Oczywiście jak właściwie wpiszesz ścieżki do plików z NGCGUI.
(próbowałem z doskoku jakoś to ożywić ale nie udało sie wepchnąć NGCGUI do zakładek hmmm)
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
-
MlKl
Autor tematu - Lider FORUM (min. 2000)
- Posty w temacie: 19
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
Kod: Zaznacz cały
[RS274NGC]
#SUBROUTINE_PATH = /home/miki/emc2/nc_files/ngcgui_lib/lathe:/home/miki/emc2/nc_files/ngcgui_lib/testsuite2.5/utilitysubs
#USER_M_PATH = /home/miki/emc2/nc_files/ngcgui_lib/mfiles
SUBROUTINE_PATH = ../../../nc_files/ngcgui_lib/lathe:../../../nc_files/ngcgui_lib/utilitysubs
USER_M_PATH = ../../../nc_files/ngcgui_lib/mfiles
[DISPLAY]
PROGRAM_PREFIX = /home/miki/emc2/nc_files
# Note: TKPKG (one or more) specifies tcl/tk apps to embed in axis tab pages
TKPKG = Ngcgui 1.0
OPEN_FILE = auto.ngc
NGCGUI_FONT = Helvetica -12 normal
# for startup NGCGUI_PREAMBLE, NGCGUI_SUBFILE, NGCGUI_POSTAMBLE, TTT_PREAMBLE
# items, specifly:
# a) absolute filename (start with /)
# b) relative filename: search directories specified by
# [DISPLAY]PROGRAM_PREFIX and [RS274NGC]SUBROUTINE_PATH
NGCGUI_PREAMBLE = start.ngc
NGCGUI_SUBFILE = walec.ngc
NGCGUI_SUBFILE = stozek.ngc
NGCGUI_SUBFILE = polkula.ngc
NGCGUI_SUBFILE = roztaczanie.ngc
# specify "" for a custom tab page
NGCGUI_SUBFILE = ""
NGCGUI_OPTIONS = noiframeOczywiście pliki xxx.ngc trzeba umieścić w katalogu, wskazanym wcześniej
-
adam Fx
- Lider FORUM (min. 2000)
- Posty w temacie: 7
- Posty: 5591
- Rejestracja: 04 lip 2004, 16:03
- Lokalizacja: Gliwice
i tak oto po wklejeniu kodu
# Wygenerowane przez Stepconf o Sat Oct 6 00:03:29 2012
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
MACHINE = moja-frezarka
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/adam/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
#dopisane
PROGRAM_PREFIX = /home/adam/linuxcnc/nc_files
# Note: TKPKG (one or more) specifies tcl/tk apps to embed in axis tab pages
TKPKG = Ngcgui 1.0
OPEN_FILE = auto.ngc
NGCGUI_FONT = Helvetica -12 normal
# for startup NGCGUI_PREAMBLE, NGCGUI_SUBFILE, NGCGUI_POSTAMBLE, TTT_PREAMBLE
# items, specifly:
# a) absolute filename (start with /)
# b) relative filename: search directories specified by
# [DISPLAY]PROGRAM_PREFIX and [RS274NGC]SUBROUTINE_PATH
NGCGUI_PREAMBLE = start.ngc
NGCGUI_SUBFILE = walec.ngc
NGCGUI_SUBFILE = stozek.ngc
NGCGUI_SUBFILE = polkula.ngc
NGCGUI_SUBFILE = roztaczanie.ngc
# specify "" for a custom tab page
NGCGUI_SUBFILE = ""
NGCGUI_OPTIONS = noiframe
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
#dopisane
#SUBROUTINE_PATH = /home/miki/emc2/nc_files/ngcgui_lib/lathe:/home/miki/emc2/nc_files/ngcgui_lib/testsuite2.5/utilitysubs
#USER_M_PATH = /home/miki/emc2/nc_files/ngcgui_lib/mfiles
SUBROUTINE_PATH = ../../../nc_files/ngcgui_lib/lathe:../../../nc_files/ngcgui_lib/utilitysubs
USER_M_PATH = ../../../nc_files/ngcgui_lib/mfiles
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 30000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = moja-frezarka.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
HALUI = halui
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 60.00
MAX_LINEAR_VELOCITY = 600.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 63.3333333333
MAX_ACCELERATION = 60.0
STEPGEN_MAXACCEL = 75.0
SCALE = 500.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 340.0
HOME_OFFSET = 0.0
[AXIS_1]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 63.3333333333
MAX_ACCELERATION = 60.0
STEPGEN_MAXACCEL = 75.0
SCALE = 500.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -260.0
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 63.3333333333
MAX_ACCELERATION = 60.0
STEPGEN_MAXACCEL = 75.0
SCALE = 500.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -152.0
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
podczas uruchomienia wyskakuje mi
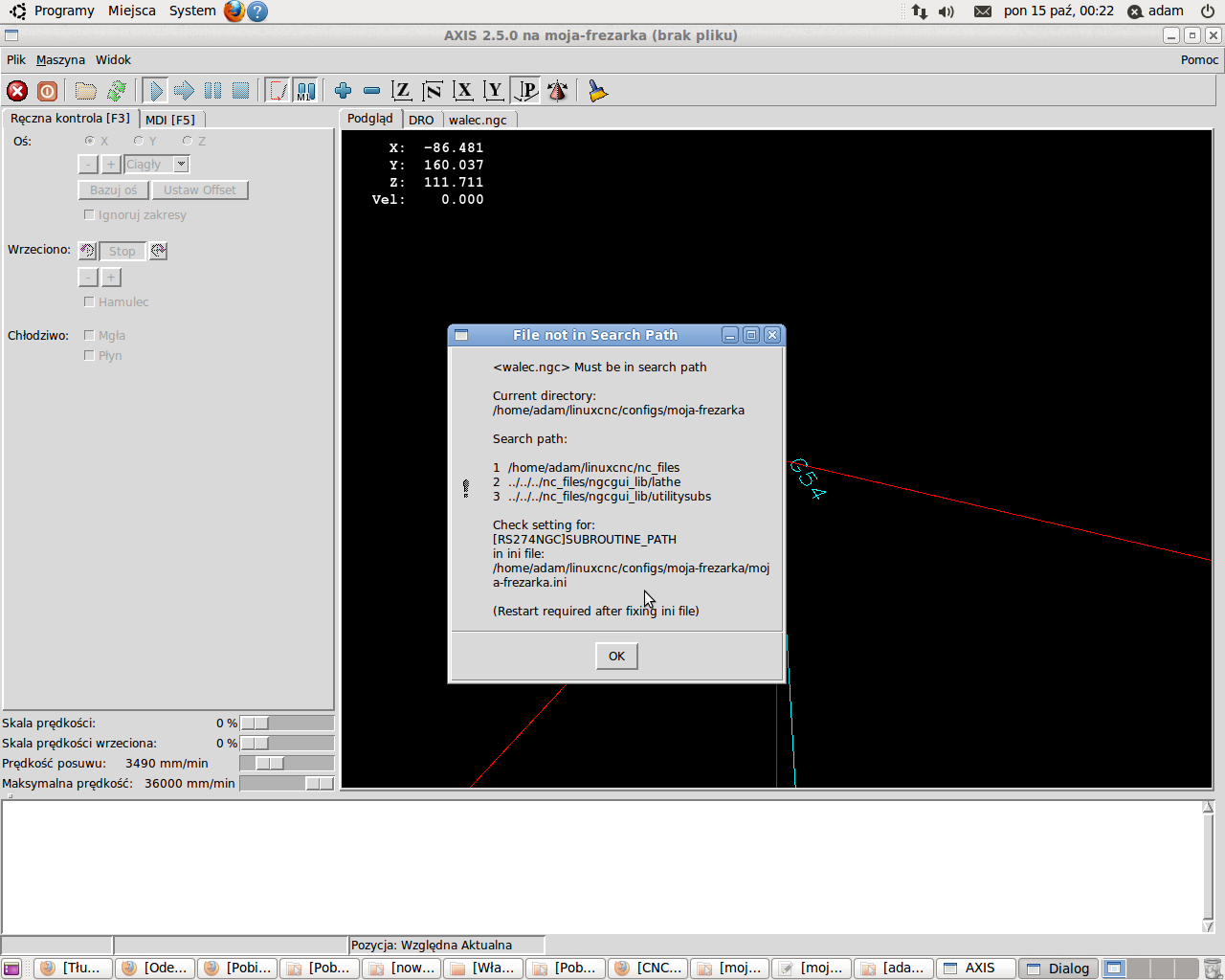
co oznacza ten przedziwny komunikat hmm?
# Wygenerowane przez Stepconf o Sat Oct 6 00:03:29 2012
# Jeśli zmodyfikujesz ten plik zmainy zostaną
# nadpisane gdy uruchomisz ponownie Stepconf
[EMC]
MACHINE = moja-frezarka
DEBUG = 0
[DISPLAY]
DISPLAY = axis
EDITOR = gedit
POSITION_OFFSET = RELATIVE
POSITION_FEEDBACK = ACTUAL
MAX_FEED_OVERRIDE = 1.2
INTRO_GRAPHIC = linuxcnc.gif
INTRO_TIME = 5
PROGRAM_PREFIX = /home/adam/linuxcnc/nc_files
INCREMENTS = 5mm 1mm .5mm .1mm .05mm .01mm .005mm
PYVCP = custompanel.xml
#dopisane
PROGRAM_PREFIX = /home/adam/linuxcnc/nc_files
# Note: TKPKG (one or more) specifies tcl/tk apps to embed in axis tab pages
TKPKG = Ngcgui 1.0
OPEN_FILE = auto.ngc
NGCGUI_FONT = Helvetica -12 normal
# for startup NGCGUI_PREAMBLE, NGCGUI_SUBFILE, NGCGUI_POSTAMBLE, TTT_PREAMBLE
# items, specifly:
# a) absolute filename (start with /)
# b) relative filename: search directories specified by
# [DISPLAY]PROGRAM_PREFIX and [RS274NGC]SUBROUTINE_PATH
NGCGUI_PREAMBLE = start.ngc
NGCGUI_SUBFILE = walec.ngc
NGCGUI_SUBFILE = stozek.ngc
NGCGUI_SUBFILE = polkula.ngc
NGCGUI_SUBFILE = roztaczanie.ngc
# specify "" for a custom tab page
NGCGUI_SUBFILE = ""
NGCGUI_OPTIONS = noiframe
[FILTER]
PROGRAM_EXTENSION = .png,.gif,.jpg Greyscale Depth Image
PROGRAM_EXTENSION = .py Python Script
png = image-to-gcode
gif = image-to-gcode
jpg = image-to-gcode
py = python
[TASK]
TASK = milltask
CYCLE_TIME = 0.010
[RS274NGC]
PARAMETER_FILE = linuxcnc.var
#dopisane
#SUBROUTINE_PATH = /home/miki/emc2/nc_files/ngcgui_lib/lathe:/home/miki/emc2/nc_files/ngcgui_lib/testsuite2.5/utilitysubs
#USER_M_PATH = /home/miki/emc2/nc_files/ngcgui_lib/mfiles
SUBROUTINE_PATH = ../../../nc_files/ngcgui_lib/lathe:../../../nc_files/ngcgui_lib/utilitysubs
USER_M_PATH = ../../../nc_files/ngcgui_lib/mfiles
[EMCMOT]
EMCMOT = motmod
COMM_TIMEOUT = 1.0
COMM_WAIT = 0.010
BASE_PERIOD = 30000
SERVO_PERIOD = 1000000
[HAL]
HALFILE = moja-frezarka.hal
HALFILE = custom.hal
POSTGUI_HALFILE = custom_postgui.hal
HALUI = halui
[TRAJ]
AXES = 3
COORDINATES = X Y Z
LINEAR_UNITS = mm
ANGULAR_UNITS = degree
CYCLE_TIME = 0.010
DEFAULT_VELOCITY = 60.00
MAX_LINEAR_VELOCITY = 600.00
[EMCIO]
EMCIO = io
CYCLE_TIME = 0.100
TOOL_TABLE = tool.tbl
[AXIS_0]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 63.3333333333
MAX_ACCELERATION = 60.0
STEPGEN_MAXACCEL = 75.0
SCALE = 500.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -0.001
MAX_LIMIT = 340.0
HOME_OFFSET = 0.0
[AXIS_1]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 63.3333333333
MAX_ACCELERATION = 60.0
STEPGEN_MAXACCEL = 75.0
SCALE = 500.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -260.0
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
[AXIS_2]
TYPE = LINEAR
HOME = 0.0
MAX_VELOCITY = 63.3333333333
MAX_ACCELERATION = 60.0
STEPGEN_MAXACCEL = 75.0
SCALE = 500.0
FERROR = 1
MIN_FERROR = .25
MIN_LIMIT = -152.0
MAX_LIMIT = 0.001
HOME_OFFSET = 0.0
podczas uruchomienia wyskakuje mi
co oznacza ten przedziwny komunikat hmm?
sorki za wszystkie błędy ... (dyslektyk)
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos
Zobacz moje filmy http://www.youtube.com/user/pokachontass/videos






