Aspire 4.5 - szukam podpowiedzi - głupi przejazd
: 13 paź 2014, 12:58
Witam, Mam zainstalowaną wersję Aspiry 4.5 do modelowania jak i generowania g-codów pod MACH3. Na moje potrzeby ten program jest super, ale ma jedną wadę która mnie denerwuje.
Po wykonaniu jakiegoś modelu, ustawieniu rodzaju narzędzia (freza), obszaru roboczego itd.
generyje g-cody i wstawiam do Macha. Mach pięknie widzi i zapuszczam program.
I tu się zaczyna się problem z g-codem. Wygląda to tak, że przy obróbce zgrubnej, frez wykonuje ruch w np. w osi "X" z prawa do lewego i zwalnia w miejscach gdzie jest nasza płaskorzeźba. tyle, że model jest jakby jeszcze niżej niż obecnie jest nasz frez w "Z". nic nie robi z osią "Z" ale zwalnia i jedzie dalej do kolejnej linii i robi to samo. Po co zwalnia skoro nie opuszcza ani nie podnosi oś "Z"?? . Nie wiem czy dobrze wytłumaczyłem. Proszę o podpowiedź, może w ustawieniach Aspire coś mam kliknąć.
Paweł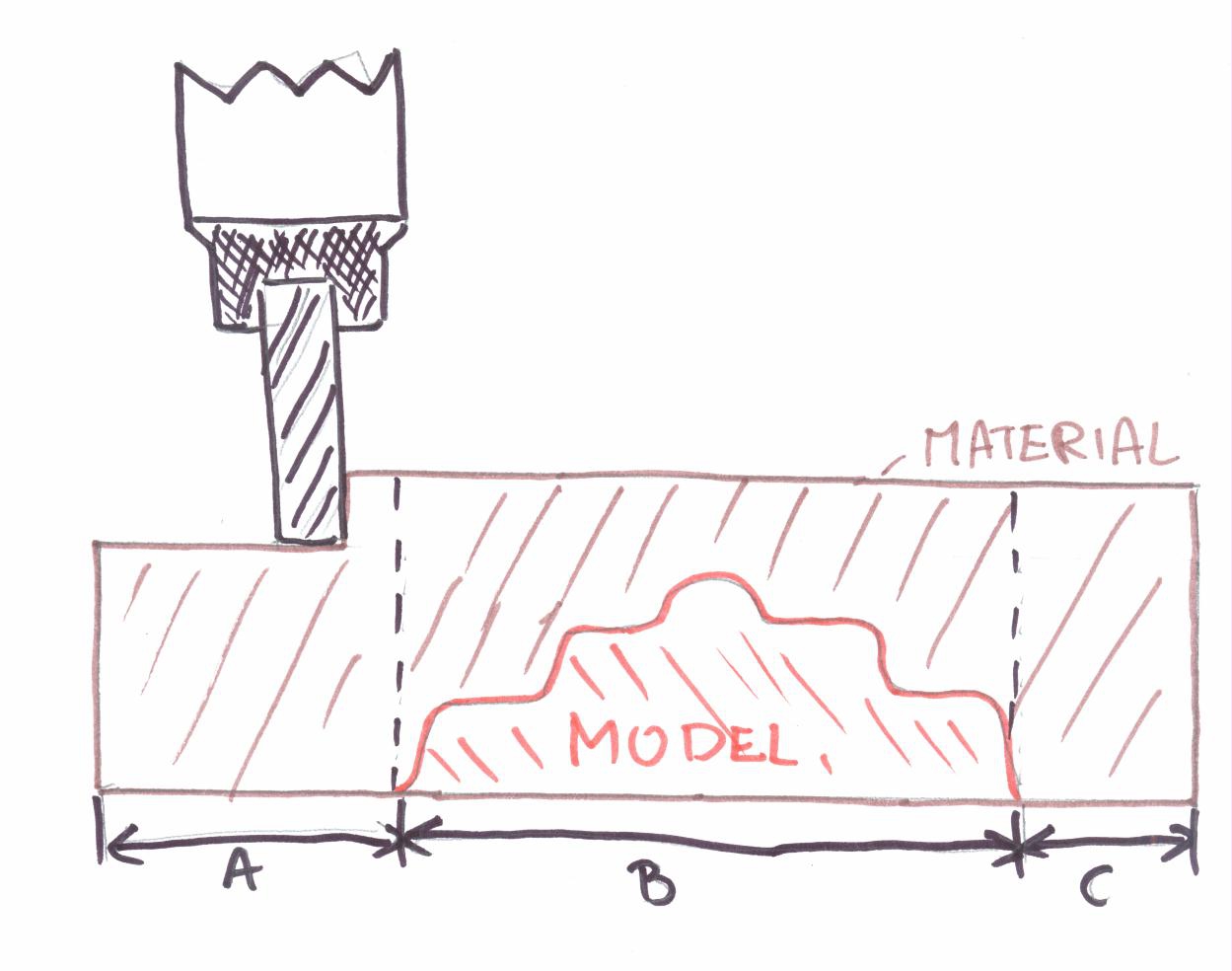 [img]
[img]
Dołączam rysunek poglądowy. Na odcinku "A" jedzie ok, na odcinku " B" głupieje czyli zwalnia, pomimo, że frez jeszcze nie zjechał na poziom MODELU, i na odcinku "C" jedzie ok.
Po wykonaniu jakiegoś modelu, ustawieniu rodzaju narzędzia (freza), obszaru roboczego itd.
generyje g-cody i wstawiam do Macha. Mach pięknie widzi i zapuszczam program.
I tu się zaczyna się problem z g-codem. Wygląda to tak, że przy obróbce zgrubnej, frez wykonuje ruch w np. w osi "X" z prawa do lewego i zwalnia w miejscach gdzie jest nasza płaskorzeźba. tyle, że model jest jakby jeszcze niżej niż obecnie jest nasz frez w "Z". nic nie robi z osią "Z" ale zwalnia i jedzie dalej do kolejnej linii i robi to samo. Po co zwalnia skoro nie opuszcza ani nie podnosi oś "Z"?? . Nie wiem czy dobrze wytłumaczyłem. Proszę o podpowiedź, może w ustawieniach Aspire coś mam kliknąć.
Paweł
[img]Dołączam rysunek poglądowy. Na odcinku "A" jedzie ok, na odcinku " B" głupieje czyli zwalnia, pomimo, że frez jeszcze nie zjechał na poziom MODELU, i na odcinku "C" jedzie ok.