



Pytanie o postprocesor
-
Ecjusz
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 2
- Posty: 9
- Rejestracja: 09 mar 2013, 18:18
- Lokalizacja: Mielec
Pytanie o postprocesor
Witam chciałbym się dowiedzieć czy istnieje postprocesor haidenhain do nx który generuje scierzke 3-osiowa po lukach, chodzi mi i o wierszowane teraz jak wygeneruje ścieżkę to zawsze jest po kresce( LX..Y..Z..) nawet jak wymusze w nx żeby mi generował w G2 i G3 to dalej jest tak samo.Pozdrawiam
Tagi:


-
zibi
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 1
- Posty: 1280
- Rejestracja: 24 lut 2007, 15:20
- Lokalizacja: podkarpackie
Nie wiem czy interpolację kołową uzyskasz ale jak zmienisz rodzaj prowadzenia freza na nurbs będziesz miał gładką ścieżkę. Kod wygląda tak:
12 L X-46.747 Y-28.038 FMAX
13 L Z60.011 FMAX
14 L Z42.282 FMAX
15 SPL X-48.039 Y-24.322 Z38.237 ~
K3X-5.6645E-001 K2X-2.4238E-001 K1X2.1006E+000 K3Y1.6297E+000 K2Y6.9731E-001 K1Y-6.0432E+000 K3Z-1.7738E+000 K2Z5.8959E+000 K1Z-7.7138E-002
16 L X-48.176 Y-23.927 Z38.231 F1611 M7
17 L X-48.313 Y-23.501 Z38.227
18 SPL X-48.766 Y-21.805 Z38.217 ~
K3X2.5814E-001 K2X-3.3818E-001 K1X5.3295E-001 K3Y9.6997E-002 K2Y-1.2881E-001 K1Y-1.6639E+000 K3Z5.2037E-002 K2Z-7.8000E-002 K1Z3.5311E-002
19 SPL X-49.333 Y-20.504 Z38.155 ~
K3X-8.8592E-002 K2X4.2796E-002 K1X6.1294E-001 K3Y-3.4900E-002 K2Y1.9768E-002 K1Y-1.2859E+000 K3Z-1.7784E-002 K2Z1.9216E-003 K1Z7.8181E-002
20 SPL X-50.103 Y-18.771 Z38.053 ~
K3X2.8454E-002 K2X-9.2094E-003 K1X7.5070E-001 K3Y1.6932E-002 K2Y-1.5619E-002 K1Y-1.7349E+000 K3Z6.2378E-004 K2Z1.5481E-003 K1Z9.9323E-002
21 SPL X-50.258 Y-18.389 Z38.033 ~
K3X-8.0987E-003 K2X2.3864E-002 K1X1.3925E-001 K3Y-6.9009E-003 K2Y1.9969E-002 K1Y-3.9521E-001 K3Z-1.3243E-003 K2Z4.0455E-003 K1Z1.7406E-002
22 SPL X-50.483 Y-17.834 Z38.001 ~
K3X7.2543E-002 K2X-1.6700E-001 K1X3.1920E-001 K3Y6.3389E-002 K2Y-1.4780E-001 K1Y-4.7023E-001 K3Z1.5960E-002 K2Z-3.9296E-002 K1Z5.6066E-002
23 L Z38.
12 L X-46.747 Y-28.038 FMAX
13 L Z60.011 FMAX
14 L Z42.282 FMAX
15 SPL X-48.039 Y-24.322 Z38.237 ~
K3X-5.6645E-001 K2X-2.4238E-001 K1X2.1006E+000 K3Y1.6297E+000 K2Y6.9731E-001 K1Y-6.0432E+000 K3Z-1.7738E+000 K2Z5.8959E+000 K1Z-7.7138E-002
16 L X-48.176 Y-23.927 Z38.231 F1611 M7
17 L X-48.313 Y-23.501 Z38.227
18 SPL X-48.766 Y-21.805 Z38.217 ~
K3X2.5814E-001 K2X-3.3818E-001 K1X5.3295E-001 K3Y9.6997E-002 K2Y-1.2881E-001 K1Y-1.6639E+000 K3Z5.2037E-002 K2Z-7.8000E-002 K1Z3.5311E-002
19 SPL X-49.333 Y-20.504 Z38.155 ~
K3X-8.8592E-002 K2X4.2796E-002 K1X6.1294E-001 K3Y-3.4900E-002 K2Y1.9768E-002 K1Y-1.2859E+000 K3Z-1.7784E-002 K2Z1.9216E-003 K1Z7.8181E-002
20 SPL X-50.103 Y-18.771 Z38.053 ~
K3X2.8454E-002 K2X-9.2094E-003 K1X7.5070E-001 K3Y1.6932E-002 K2Y-1.5619E-002 K1Y-1.7349E+000 K3Z6.2378E-004 K2Z1.5481E-003 K1Z9.9323E-002
21 SPL X-50.258 Y-18.389 Z38.033 ~
K3X-8.0987E-003 K2X2.3864E-002 K1X1.3925E-001 K3Y-6.9009E-003 K2Y1.9969E-002 K1Y-3.9521E-001 K3Z-1.3243E-003 K2Z4.0455E-003 K1Z1.7406E-002
22 SPL X-50.483 Y-17.834 Z38.001 ~
K3X7.2543E-002 K2X-1.6700E-001 K1X3.1920E-001 K3Y6.3389E-002 K2Y-1.4780E-001 K1Y-4.7023E-001 K3Z1.5960E-002 K2Z-3.9296E-002 K1Z5.6066E-002
23 L Z38.
-
 nxcam
nxcam
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 734
- Rejestracja: 04 maja 2009, 17:54
- Lokalizacja: Tuszyma
- Kontakt:
- ile osi jednocześnie chcesz programować z interpolacja kołową (nie mylić z helikalną)?
- jeśli chodzi o 3 osie:
Sterowania z którymi miałem do czynienia do tej pory przyjmują łuki w trzech płaszczyznach: G17 XY, G18 XZ, G19 YZ
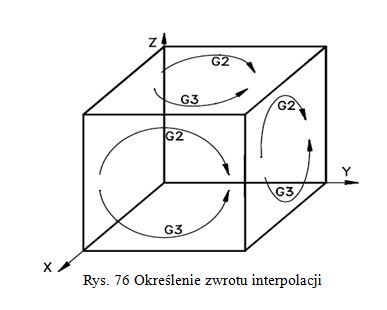
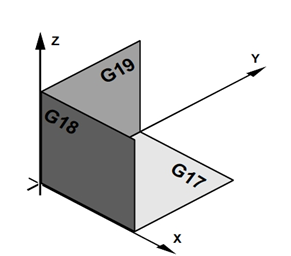
- G17: frez utrzymuje stały poziom Z (obróbki tylu ZLEVEL)
- G18, G19: frez porusza się wzdłuż osi X (kąt wierszowania 0 stopni) lub osi Y (kąt 90 stopni)
- być może w postprocesorze masz wyłączoną interpolację kołową w G18, G19
Przykład zapisu w Heidenhain:
; G17
14 C X-5. Y+45. DR+ RL
15 L Y+90.
16 CC X+10. Y+90.
17 C X+10. Y+105. DR-
18 L X+40.
19 CC X+40. Y+90.
20 C X+55. Y+90. DR-
21 L Y+65.
22 CC X+65. Y+65.
23 C X+65. Y+55. DR+
; G18
83 L X+31.999 Y+78.162 Z-4.997
84 L X+31.939 Z-5.884
85 CC X+25.003 Z-5.006
86 C X+25.003 Z-11.997 DR+
87 CC X+25.003 Z-5.006
88 C X+20.995 Z-10.734 DR+
89 L X+20.26 Z-10.14
90 CC X+24.892 Z-5.064
91 C X+18.238 Z-6.784 DR+
92 L X+18.055 Z-5.833
;G19
258 L Y+23.51 Z-7.594
259 L Y+23.995 Z-7.822
260 CC Y+25.001 Z-5.004
261 C Y+25.001 Z-7.997 DR+
262 CC Y+25.001 Z-5.004
263 C Y+26.995 Z-7.237 DR+
264 L Y+27.166 Z-7.071
265 L Y+27.228 Z-7.004
266 L X+35.918 Y+27.516 Z-6.63
- jeśli chodzi o 3 osie:
Sterowania z którymi miałem do czynienia do tej pory przyjmują łuki w trzech płaszczyznach: G17 XY, G18 XZ, G19 YZ
- G17: frez utrzymuje stały poziom Z (obróbki tylu ZLEVEL)
- G18, G19: frez porusza się wzdłuż osi X (kąt wierszowania 0 stopni) lub osi Y (kąt 90 stopni)
- być może w postprocesorze masz wyłączoną interpolację kołową w G18, G19
Przykład zapisu w Heidenhain:
; G17
14 C X-5. Y+45. DR+ RL
15 L Y+90.
16 CC X+10. Y+90.
17 C X+10. Y+105. DR-
18 L X+40.
19 CC X+40. Y+90.
20 C X+55. Y+90. DR-
21 L Y+65.
22 CC X+65. Y+65.
23 C X+65. Y+55. DR+
; G18
83 L X+31.999 Y+78.162 Z-4.997
84 L X+31.939 Z-5.884
85 CC X+25.003 Z-5.006
86 C X+25.003 Z-11.997 DR+
87 CC X+25.003 Z-5.006
88 C X+20.995 Z-10.734 DR+
89 L X+20.26 Z-10.14
90 CC X+24.892 Z-5.064
91 C X+18.238 Z-6.784 DR+
92 L X+18.055 Z-5.833
;G19
258 L Y+23.51 Z-7.594
259 L Y+23.995 Z-7.822
260 CC Y+25.001 Z-5.004
261 C Y+25.001 Z-7.997 DR+
262 CC Y+25.001 Z-5.004
263 C Y+26.995 Z-7.237 DR+
264 L Y+27.166 Z-7.071
265 L Y+27.228 Z-7.004
266 L X+35.918 Y+27.516 Z-6.63






