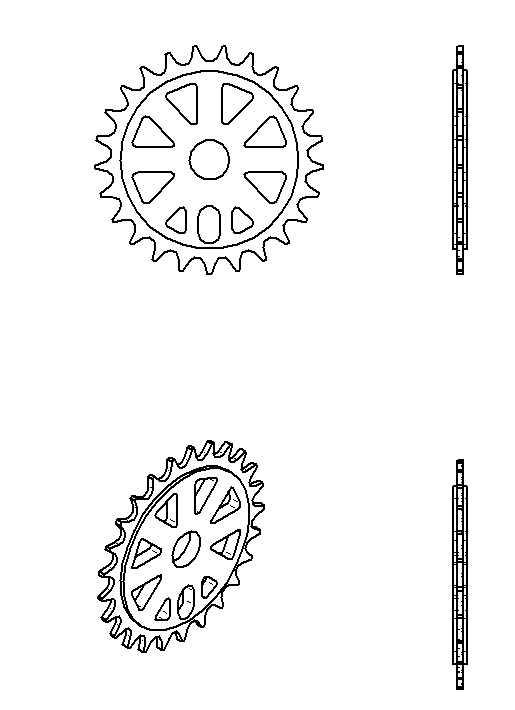
Krako pisze:No dobrze a jak bym chciał zrobić tak.
1. Frezuje otwór montażowy.
2. Frezuje otwory odelżające
3 Frezuje zeby do okoła.
4. Zbieram materiał ze zebów.
5 Obracam.
6. powtarzam 4.
Zakładam, że chcesz to robić jednostkowo, przy jakiejkolwiek serii warto się zastanowić nad cięciem chociaż zgrubnie laserem lub wodą - nie znam grubości.
Musisz uwzględnić mocowanie, i czy nie chcesz na przygotówkę użyć krążka uciętego z wałka, który to krążek wcześniej splanowałeś obustronnie na zadaną wysokość i wywierciłeś i wytoczyłeś sobie centralny otwór na gotowo. Ale załóżmy, że nie masz masz tokarki, piły itd, również na laserzy/waterjecie nic nie będziesz wycinał nawet wstępnie z arkusza, do dyspozycji masz tylko kawał mniej więcej prostokątnej, grubszej o np 2mm blachy. Czyli przykładowo: zębatka ma 14mm, twoja przygotówka 16mm. Zakładam, że nie potrzebna jest specjalna dokładność, blacha jest w miarę równa, pomijam planowanie, inaczej musiałbyś przemocować łapy, podkłądać podkłądki itd. 1 strona pokrywa się z powierzchnią czołową zębatki. Zakładam, że dolne 2 wybrania są symetryczne względem płaszczyzny prostopadłej do osi X przechodzącą przez środek zębatki.
1.Mocujesz detal do stołu z myślą o obróbce konturów, najlepiej użyć 4 łap w rogach, uwaga 2 łapy w dolnych rogach (-Y) trochę odsunięte do góry (+Y) żeby nie przeszkadzały frezowi użytemu w p.2 Detal musisz tak ustawić, żeby otwór do ustawiania np Φ8 "wpadał" ci w rowek teowy stołu. W praktyce zrób to trochę odwrotnie, współrzędne Y0 ustaw pośrodku rowka teowego. Przy cienkich płytach jak ta musisz łapy przykręcać z czuciem, szczególnie po przewróceniu na 2 stronę, bo powichrujesz płytę przy mocowaniu.
2. Frezujesz dolny bok wzdłuż osi przygotówki na możliwie pełną głębokość (np jeżeli płyta ma 16mm grubości frezuj na 15,8mm, tak żeby nie zfrezować sobie stołu

) - będzie ci to potrzebne do ustawienia kierunku po odwróceniu zębatki na 2 stronę, żeby nie była "obrócona". Dolne łapy jak będą trochę "odsunięte" (patrz p1) nie będą ci w tym przeszkadzały.
3. Frezujesz centralny otwór zgrubnie potem na gotowo na trochę więcej jak połowa głębokości.
4. Frezujesz przelotowy otworek ustawczy np Φ8mm (ustawiony nad rowkiem teowym)
5. Frezujesz zgrubnie i na gotowo wybrania w zębatce na trochę więcej niż 1/2 głębokości.
6. Frezujesz płaszczyznę czoła zębów zgrubnie/na gotowo, uwaga na łapy.
7. Frezujesz zęby zgrubnie/na gotowo - możesz od razu troszkę poniżej np 0,2mm poniżej pełnej głębokości zębów. Uwaga na wyjazd freza z materiału i sposób zagłębiania, wjazd - w tym przypadku frez musi zagłębiać się po konturze zębów, odjazd pionowy lub również po konturze.
8. Po ogradowaniu itd odwracasz zębatkę wokół osi Y, mocujesz łapami patrz p1.
9. Ustawiasz kierunek - równoległość zfrezowanego "dolnego" boku do osi X.
10. Ustawiasz układ maszyniowy(0, bazujesz się) do osi przelotowego otworu Φ8
11. Planujesz o 2mm obszar nad zębatką - tak żeby nie wjechać w łapy
powtarzasz p3, p5,p6, uwzględniając, że detal jest 2mm niżej, możesz użyć tych samych programów.
Jak miałbyś jakąkolwiek serię nieważne czy wcześniej używałbyś lasera, tokarki itd, celowym byłoby użycie jakiegoś przyrządu, odpadłoby ci całe ustawianie. Do elementów powtarzających się - wybrania, ew. nawet ząbki można użyć prostszego programiku, potem obrócić go zadany kąt i powtórzyć itd. W przypadku Cama to nieistotne przy tak prostych detalach.