



Optymalizacja ścieżki narzędzia
-
wladca-swiata
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 349
- Rejestracja: 08 lut 2007, 15:07
- Lokalizacja: Łódź
Ale to wszystko już wymyślono. CAM'y naprawdę obsługujące HSC mają opcje/możliwośc optymalizacji przejazdów łączących/wejśc/wyjśc po krzywych. Chodzi o płynne przejścia eliminujące szarpnięcia, zatrzymania. Szybkie ruchy po "płynnych" trajektoriach. Pytanie, czy da to się osiągnąc zewnętrznym programem, który nie widzi modelu i mocowań? Czy nie będzie dochodzi do kolizji? Sam G-kod to za mało. Moim zdaniem musi byc to zawarte w CAM'ie.
Tagi:


-
Majster70
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 2
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Niekoniecznie wszystko musi być w CAM-ie, postprocesor może wyrzucać odpowiednie polecenia, np w ISO G62 T0.030 zaokrągla krzywe promieniem 0,03mm. W nowszych sterowaniach HH na targach chwalili mi się specjalnymi opcjami które służą właśnie do tego celu, co prawda główne zastosowanie to programy HSM lub do pracy w aluminium i takich tam przy skomplikowanych kształtach. Przy wierceniu zyski na czasie chyba nie będą zbyt wielkie. Wydaje mi się, że przerzucenie problemu na sterowanie jest najbardziej optymalne, bo producent obrabiarki musi go dostosować optymalnie do kinematyki danego modelu. Przy CAM-ie musiałbyś chyba używać osobnych postprocesorów na poszczególne obrabiarki.

")


-
prokopcio
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1138
- Rejestracja: 11 sty 2005, 13:03
- Lokalizacja: Grodków
- Kontakt:
a ja nie za bardzo - bardziej prawdziwym jest zdanie :WZÓR pisze:Majster70 napisał/a:
Niekoniecznie wszystko musi być w CAM-ie,...
Całkowicie się z kolegą zgadzam.
proszę zerknąć na przykładowe obrazki w pierwszym pościewladca-swiata pisze:Pytanie, czy da to się osiągnąc zewnętrznym programem, który nie widzi modelu i mocowań? Czy nie będzie dochodzi do kolizji? Sam G-kod to za mało. Moim zdaniem musi byc to zawarte w CAM'ie.
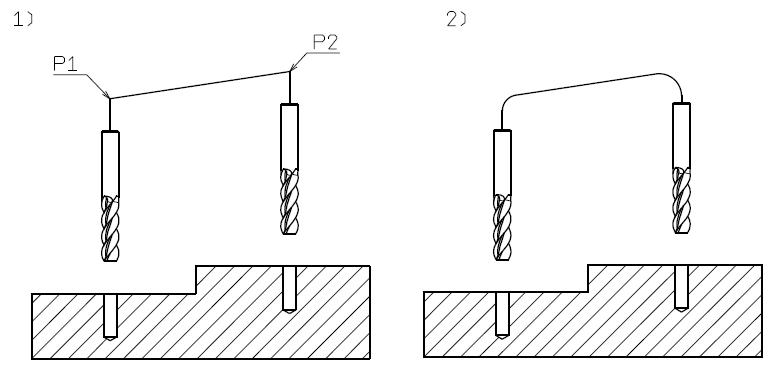
i przemyślmy co by się stało, gdyby "wysokość" wyjazdu z materiału była mniejsza niż zadeklarowany "promień" optymalizacji ?
w 100% zgodzę się, że taka optymalizacja jaką docelowo chcesz uzyskać przyspieszy pracę maszyny. Sam napisałem oprogramowanie 2D z wyprzedzoną analizą wektorów i ruchy po odpowiednio łagodnym łuku przebiega kilkukrotnie szybciej niż przy "łamanej". Oczywiście dotyczy to oprogramowania właśnie analizującego ścieżkę z wyprzedzeniem.
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Dużo zależy od tego co robisz. Pracując w 99% nad jednostkowymi pracami, prawie nie stosuję optymalizacji, najczęściej obrabiarka z myślącym operatorem poradzi sobie szybciej niż ja z optymalizowaniem. Przy wiercenie jak w powyższym przypadku zastosowałbym po prostu wspólną wysokość bezpieczną, nie mówiąc już o wygładzaniu "zakrętów". Przy bardziej skomplikowanych kształtach stosuję zaokrąglanie ścieżki, na poziomie max.0,5mm. Przyspiesza to program, i oszczędza obrabiarce szarpaniny. Na ogół nie symuluję łap czy innych mocowań, nie zawsze oprawki, oczywiście przy problematycznych detalach jest inaczej. Co innego przy przyrządach wielogniazdowych, tam warto się bić o minuty. Tak samo przy obróbce dużych i skomplikowanych detali. Gdybym pracował przy "masówce" biłbym się o sekundy. W skrajnym przypadku wziołbym rysunek i przy pulpicie wklepał program z ręki z ew. zlecił to operatorowi.
Podsumowując pewne rzeczy warto zrobić w CAM-ie, a pewne w sterowaniu. Programista znając sprzęt i ludzi których ma do dyspozycji musi optymalnie wybrać, i niekoniecznie wszystko musi być zrobione w CAM-ie.
Nikomu nie płacą za bezmyślne działania, wiem, że głupoty nie brakuje, ale nie możesz od razu zakładać, że przy obrabiarce za kilkaset tysięcy stoi debil, i zabiera się za optymalizację programu. Tym bardziej, że często od niego zależy więcej niż od programisty. Zakładam, że ktoś z wieloletnim doświadczeniem i odrobiną wyobraźni, spyta się np o minimalną odległość od detalu przy przejazdach g0, i wpisze odpowiednie wartości w sterowaniu, albo nie będzie się brał za grzebanie w programie. Obecnie chyba wszędzie pracuje się zespołowo, to wymusza pewną kulturę pracy(mam nadzieję)prokopcio pisze: i przemyślmy co by się stało, gdyby "wysokość" wyjazdu z materiału była mniejsza niż zadeklarowany "promień" optymalizacji "
Podsumowując pewne rzeczy warto zrobić w CAM-ie, a pewne w sterowaniu. Programista znając sprzęt i ludzi których ma do dyspozycji musi optymalnie wybrać, i niekoniecznie wszystko musi być zrobione w CAM-ie.






