



Pomocy Programowanie Iso
-
ziooom96
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 1
- Posty: 1
- Rejestracja: 05 lut 2015, 18:31
- Lokalizacja: Poznań
Pomocy Programowanie Iso
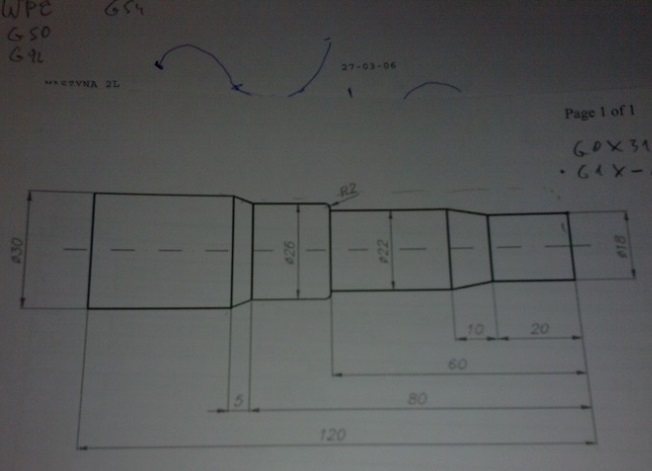
Pomoże mi ktoś i napisze mi program na wałek w załączniku? W ISO oczywiście. Niektórych funkcji jeszcze nie rozumiem i proszę o pomoc.
Tagi:


")
-
cosmonet
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 278
- Rejestracja: 01 sty 1970, 01:00
- Lokalizacja: Mazowsze
Witam,
Jak się nigdzie nie pomyliłem, to proszę
G00 X33. Z0. M08
G01 X-1. F0.1 (PLANOWANIE)
G00 X29. Z1.
G01 G42 Z-82.5 F0.15 (POCZATEK TOCZENIA ZGRUBNEGO)
G00 X33. Z1.
X26.
G01 Z-59.8 F0.15
G00 X33. Z1.
X22.
G01 Z-29.9 F0.15
G00 X33. Z1.
X18.
G01 Z-20. F0.12 (TOCZENIE WYKANCZAJACE PO KONTURZE)
X22. Z-30.
Z-60.
G03 X26. Z-62. R2.
G01 Z-80.
X30. Z-85.
Z-120.
G00 X33. Z1. M09
G40
G28
Ps
Przyjąłem, że średnica materiału wynosi 32 mm.
Jak się nigdzie nie pomyliłem, to proszę
G00 X33. Z0. M08
G01 X-1. F0.1 (PLANOWANIE)
G00 X29. Z1.
G01 G42 Z-82.5 F0.15 (POCZATEK TOCZENIA ZGRUBNEGO)
G00 X33. Z1.
X26.
G01 Z-59.8 F0.15
G00 X33. Z1.
X22.
G01 Z-29.9 F0.15
G00 X33. Z1.
X18.
G01 Z-20. F0.12 (TOCZENIE WYKANCZAJACE PO KONTURZE)
X22. Z-30.
Z-60.
G03 X26. Z-62. R2.
G01 Z-80.
X30. Z-85.
Z-120.
G00 X33. Z1. M09
G40
G28
Ps
Przyjąłem, że średnica materiału wynosi 32 mm.
Kiedyś Haas SL10, Haas SL20, Haas SL30, Doosan LYNX220. Obecnie Haas SL20.
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Heee...cosmonet pisze:Witam,
Jak się nigdzie nie pomyliłem, to proszę
G00 X33. Z0. M08
G01 X-1. F0.1 (PLANOWANIE)
G00 X29. Z1.
G01 G42 Z-82.5 F0.15 (POCZATEK TOCZENIA ZGRUBNEGO)
G00 X33. Z1.
X26.
G01 Z-59.8 F0.15
G00 X33. Z1.
X22.
G01 Z-29.9 F0.15
G00 X33. Z1.
X18.
G01 Z-20. F0.12 (TOCZENIE WYKANCZAJACE PO KONTURZE)
X22. Z-30.
Z-60.
G03 X26. Z-62. R2.
G01 Z-80.
X30. Z-85.
Z-120.
G00 X33. Z1. M09
G40
G28
Ps
Przyjąłem, że średnica materiału wynosi 32 mm.
Program bez początku i końca .... , obawiam się , że @ ziooom96 tego nie ogarnie.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






