Jak to mówią "miało być tak pięknie, a wyszło jak zwykle", chodzi o to że zanim przyjechały do mnie wszystkie elementy z których chciał bym ją poskładać okazało się, że najlepiej by było jak by ona już działała, choć by trzeba przy niej stać i robić za podajnik

(6 gięć na ponad metrowym odcinku drutu w ilości kilku tysięcy jest wykonalne ręcznie, ale upierdliwe, czasochłonne i ciągle coś krzywo wychodzi).
Wczoraj przyjechał do mnie jeden z silników ze sterownikiem i płytka LPT SSK-MB2.
Chciałem oczywiście przetestować jak to się kręci, podpiąłem płytę pod kompa, pomigała diodami (zapomniałem oczywiście o stanach nieustalonych podczas uruchamiania), popatrzyłem na konfigurację w programie, popatrzyłem do instrukcji, podrapałem się w głowę i poszedłem wyszarpać z wiertarki MI898, kilka minut później silnik ładnie się kręcił.
Program ma potencjał możliwości, ale jeszcze dużo przede mną nauki zanim to opanuję. Myślę że najpierw zajmę się konfiguracją i opanowaniem kilku podstawowych kodów, a później ncgui i bajery.
Typowego PLC-ka nie kupię, drabinek nie umiem robić, a zestaw specjalizowany do sterowania silnikami, który wymieniłem na początku tematu też kosztował by mnie około 2 tys. PC jest gratis z szafy.
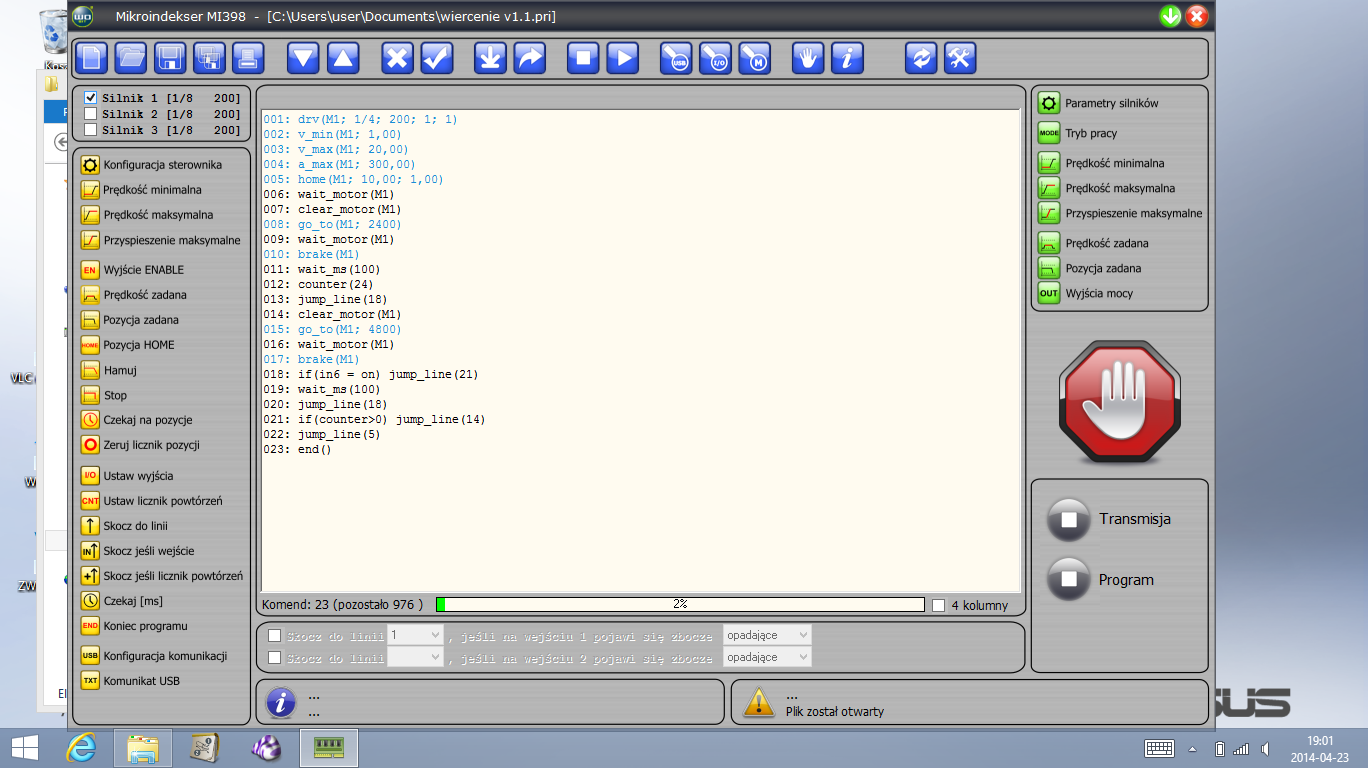
Tak wygląda program którym pomagam sobie przy wierceniu szeregu otworów w profilach - bazowanie, 25 przesunięć o stałą odległość, powrót do pozycji wyjściowej.
Te specjalizowane sterowniki programuje się bardzo łatwo, niestety nie są ze sobą zgodne (jeden ma modbus i wbudowaną końcówkę mocy 4A, drugi ma 3 osie, inne oprogramowanie i komendy) no i cena nie zachwyca.
Na sterowanie kupiłem tak wielką szafę, że wejdzie mi tam płyta główna kompa z zasilaczem. muszę jeszcze tylko opracować sposób na szybkie przekładanie okablowania z LPT do MI398 i powinno być dobrze. W godzinach pracy maszynka podziała z mikroindekserem, a potem będę mógł męczyć cnc na linuxie





")



")
")







