Strona 1 z 1
Wybór układu współrzędnych dla maszyny
: 13 gru 2014, 16:21
autor: aner1986
Witam!!
Nigdzie nie mogę znaleźć gdzie się ustawia w MC punkt zerowy detalu. Tzn chodzi mi o to gdzie jest wybór układu wg którego maszyna ma wykonywać program (G54, G55 itd.). Proszę o pomoc
: 14 gru 2014, 20:31
autor: Wanioszka
Witam.
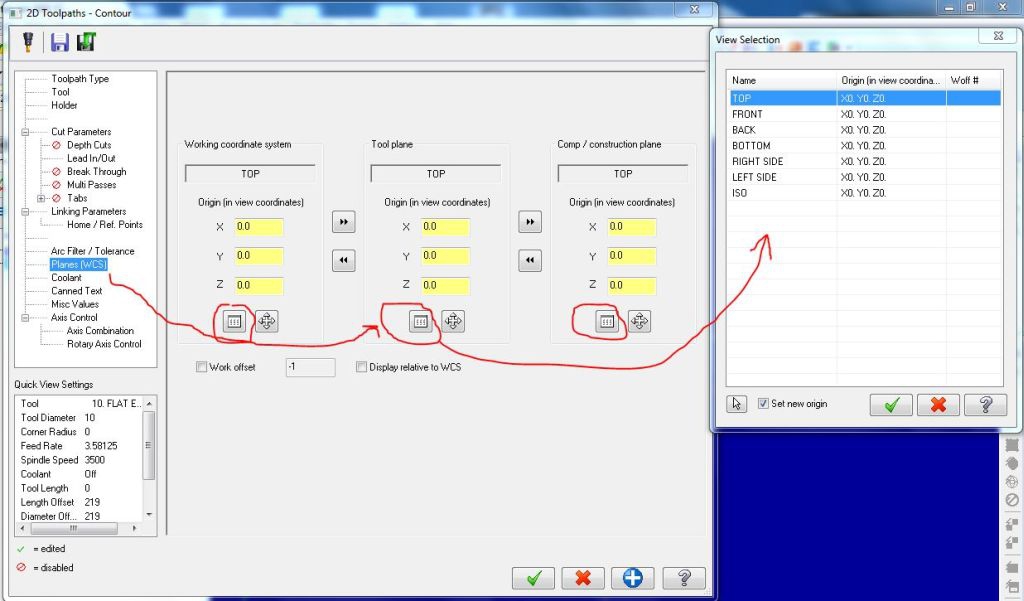
Pewnie chodzi o te ustawienia:
: 15 gru 2014, 22:05
autor: aner1986
Nie do końca. Chodzi o to gdzie jest ustawienie które decyduje o tym czy kod NC jest generowany na podstawie układu współrzędnych G54, G55 czy inny.
: 16 gru 2014, 11:16
autor: Wanioszka
WCS -> View Manager wyświetli się lista "widoków". W części Attributes jest Work Offset, domyślnie jest chyba -1. Jeśli wpiszesz 0 to będzie G54, 1 - G55 itd. Pisałem z pamięci więc należy wcześniej sprawdzić w wygenerowanym kodzie czy numerki odpowiadają odpowiednim G-kodom.
: 16 gru 2014, 18:06
autor: aner1986
Właśnie widziałem na tutorialach że tak robią inni użytkownicy ale nie widziałem związku między work offset 0,1 itd. a między G54, G55 itd. Teraz już wszystko mi wyjaśniłeś. Dziękuję i pozdrawiam
: 16 gru 2014, 19:23
autor: bartuss1
plaszczyzna = widok, w jakim widoku będziesz obrabiał detal w takim będą współrzędne maszynowe, jeslo bok detalu chcesz mieć od góry to musisz obrócic przedmiot wg układu wspołrzednych pomiedzy widokami
: 16 gru 2014, 21:52
autor: Wanioszka
Nie trzeba obracać przedmiotu, wystarczy układ współrzędnych narzędzia ustawić na tym boku który chcemy obrabiać (prostopadle do powierzchni).
: 17 gru 2014, 08:29
autor: bartuss1
ja na x2/x3 wychowany to widocznie cos sie zmieniło
: 21 gru 2014, 16:25
autor: aner1986
Witam
Koledzy Bartuss1 i Wanioszka. Wszystko się zgadza ale troszkę nie na temat piszecie. Ja wiem jak ustawić płaszczyznę do obróbki ale chodziło mi o to gdzie się ustawia żeby maszyna wygenerował kod NC w którym układem współrzędnych jest G54, G55 itd
: 21 gru 2014, 20:25
autor: Wanioszka
Chodzi ci o wygenerowanie takiego mniej więcej kodu? Jeśli tak, to wcześniej opisałem jak to zrobić.
Kod: Zaznacz cały
N100 G21
N102 G0 G17 G40 G49 G64 P0.04 G80 G90
N104 G0 G90 G54 X-.129 Y10.507 A0. S1591 M3 G4P5
N106 G43 Z25.
N108 Z10.
N110 G1 Z-2. F79.5
N112 X99.871 F159.1
N114 G0 Z25.
( G55 )
N116 G55 X-.129 Y10.507 Z25. A0.
N118 Z10.
N120 G1 Z-2. F79.5
N122 X99.871 F159.1
N124 G0 Z25.
( G56 )
N126 G56 X-.129 Y10.507 Z25. A0.
N128 Z10.
N130 G1 Z-2. F79.5
N132 X99.871 F159.1
N134 G0 Z25.
N136 M5
N138 G91 G28 Z0.
N140 G28 X0. Y0. A0.
N142 M30