



")
Witam!!
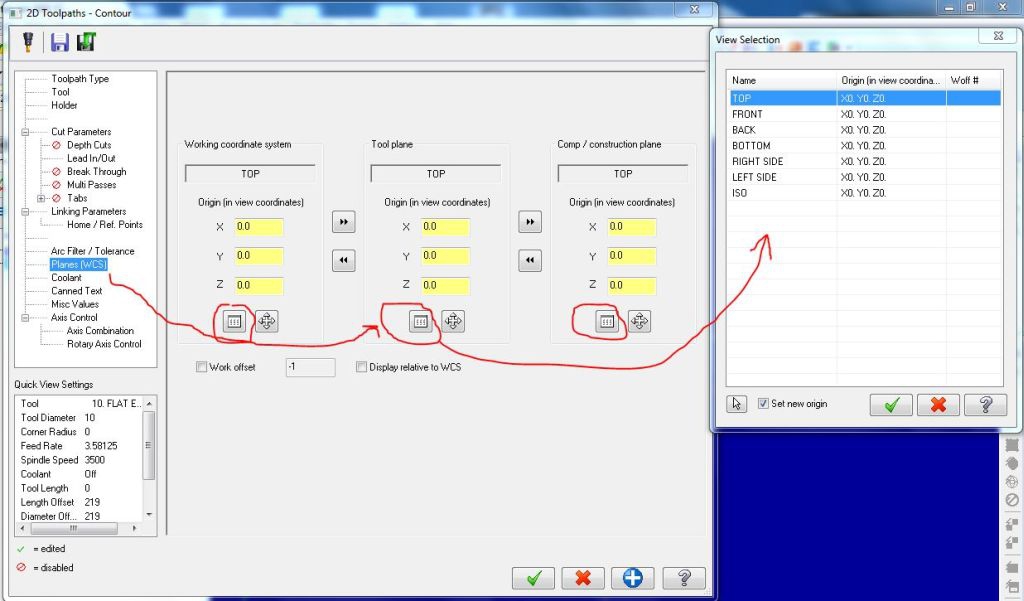
Nigdzie nie mogę znaleźć gdzie się ustawia w MC punkt zerowy detalu. Tzn chodzi mi o to gdzie jest wybór układu wg którego maszyna ma wykonywać program (G54, G55 itd.). Proszę o pomoc
Wybór układu współrzędnych dla maszyny



")
-
Wanioszka
- Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 4
- Posty: 37
- Rejestracja: 12 sty 2011, 22:32
- Lokalizacja: Rzeszów
Chodzi ci o wygenerowanie takiego mniej więcej kodu? Jeśli tak, to wcześniej opisałem jak to zrobić.
Kod: Zaznacz cały
N100 G21
N102 G0 G17 G40 G49 G64 P0.04 G80 G90
N104 G0 G90 G54 X-.129 Y10.507 A0. S1591 M3 G4P5
N106 G43 Z25.
N108 Z10.
N110 G1 Z-2. F79.5
N112 X99.871 F159.1
N114 G0 Z25.
( G55 )
N116 G55 X-.129 Y10.507 Z25. A0.
N118 Z10.
N120 G1 Z-2. F79.5
N122 X99.871 F159.1
N124 G0 Z25.
( G56 )
N126 G56 X-.129 Y10.507 Z25. A0.
N128 Z10.
N130 G1 Z-2. F79.5
N132 X99.871 F159.1
N134 G0 Z25.
N136 M5
N138 G91 G28 Z0.
N140 G28 X0. Y0. A0.
N142 M30






