



")

1.na początek nie wiem
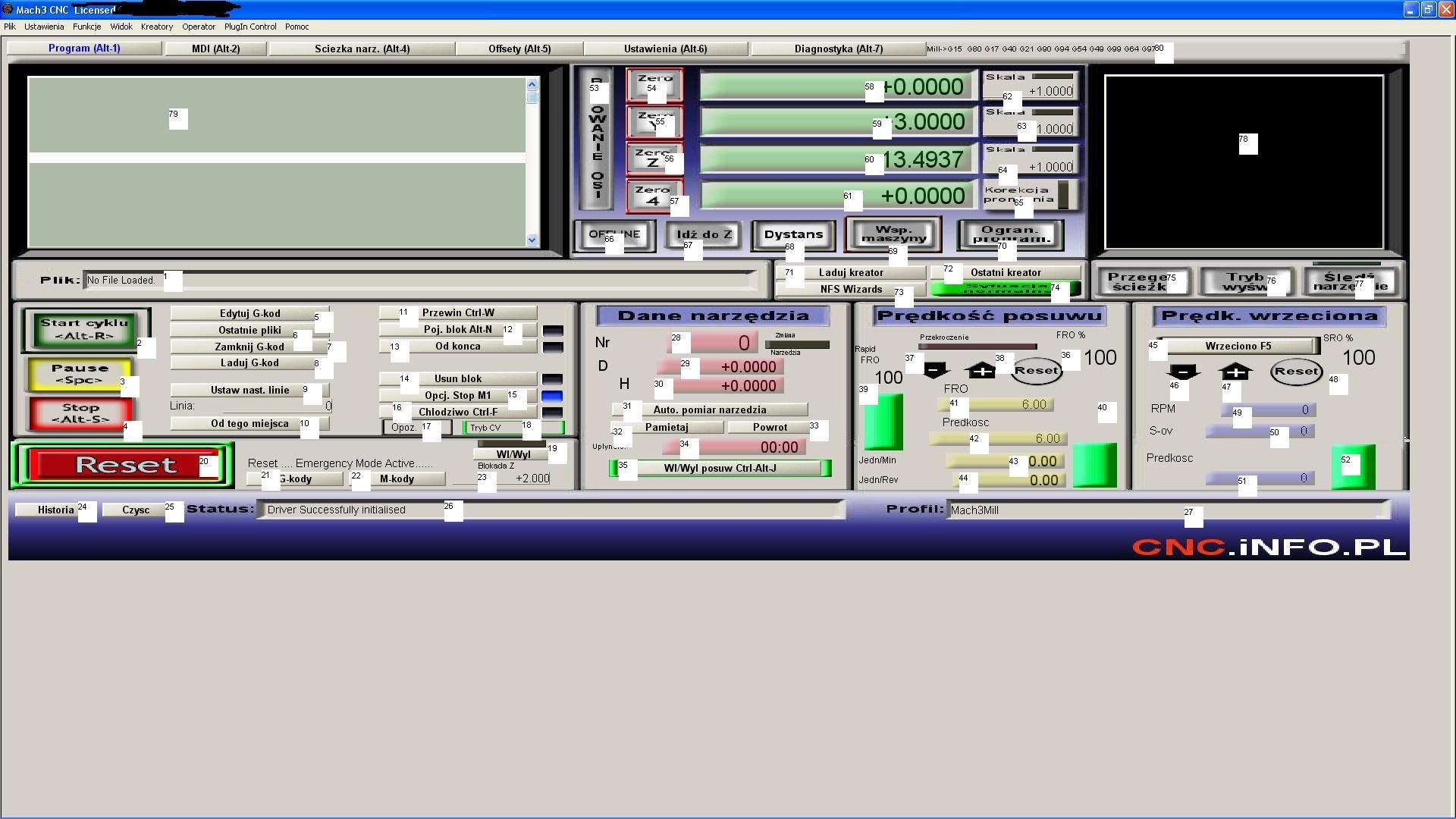
2.zerowanie osi x
3.zerowanie osi y
4.zerowanie osi z
5.zero 4 -nie wiem
6.wartość pozycji x wrzeciona
7.wartość pozycji y wrzeciona
8.wartość pozycji z wrzeciona
9.wartość korekcji promienia ?
10.skala powiększenia proporcjonalnego w osi x (wszystkie x w gcodzie pomnożone są przez wartość z okienka, analogicznie y i z)
11.skala powiększenia proporcjonalnego w osi y
12.skala powiększenia proporcjonalnego w osi z
13.korekcja promienia -nie wiem
14.nie wiem
15.offline program wykonuje się na sucho urządzenie nie działa
16.dystans pokazuje względną odległość do następnych współrzędnych gcodu
17.wsp.maszyny wyświetla współrzędne obrabiarki
18.weryfikuj -nie wiem
19.wył skalow G50-nie wiem
20.stop (ESC) zatrzymanie wykonywanego programu
21.ładuj/ edytuj -ładuje napisany ręcznie gcod w trybie nauki do okna głównego programu ->program (alt+1) w którym można go edytować, wykonywać zapisać
22.start (nauki) włącza tryb w którym możemy wpisywać polecenia gcodu które są od razu wykonywane widać ich efekt polecenia wpisujemy do okna MDI (nr 49) po zakończeniu wpisywania własnego kodu wciskamy stop nauki (24) naciskamy ładuj/edytuj (21)
23.wskaźnik że jesteśmy w trybie nauka
24.stop nauki -kończy tryb nauka
25.ustaw zmienną pozycję-nie wiem
26.przejdź do zm. pozycji -nie wiem
27.obraca wykonanie gcodu o zadany kąt
28.Narzędzie wybieramy numer narzędzia z magazynu narzędzi
29.nr offsetu-nie jestem pewien
30.wł/wył posuwu (ctr+Alt+J)
31.FRO -nie wiem
32.F-nie wiem
33.wartość % zmiany prędkości posuwu względem zadanej w programie
34.zwiększanie prędkości posuwu
35.reset do ustawienia prędkości posuwu zadanego w progranie
36.zmiejszanie prędkości posuwu
37.Jedn/min -nie wiem
38.jedn/rev -nie wiem
39.wł/wył wrzeciona (F5)
40.RPM obroty na min wrzeciona
41.s ov -nie wiem
42.S -nie wiem
43.przekro.% -wskaźnik procentowej zmiany prędkości od wartości początkowej(luzak666)
44.zwiększenie prędkości wrzeciona
45.resetowanie prędkości wrzeciona do zadanych w programie
46.zmiejszanie prędkości wrzeciona
47.okno graficznego podglądu wykonywanego programu
48.wskaźnik głębokości osi z
49.okno wprowadzania gcodów
50.Reset zatrzymuje wszystkie polecenia programu
51.opłynęło - nie wiem
52.ściąga gcodów
53.ściąga mcodów
54.podgląd komunikatów z okienka status
55.czyszczenie pola status
56.pole komunikatów programu
57.info o aktualnym profilu





")
")






