



Witam.
Mam pytanie odnośnie ustawień w machu.
Wygenerowałem kod na podstawie trajektorii. Do wycięcia mam element składający się z łuków oraz linii prostych. Po uruchomieniu maszyny stwierdziłem, że program systematycznie zwalnia prędkość silników/posuwu przed każdą zmianą kierunku posuwu czyli praktyce przed przejście, do następnej linijki kodu odpowiedzialnej za zmiany kierunku posuwu nrzędzia. To jest zarówno na łukach jak i wówczas, gdy linia "biegnie" praktycznie prosto, z niewielkimi odchyłkami. Dokładnie mówiąc, jeśli mam ustawioną prędkość posuwu na ok 15mm/sek to spowalnianie nie jest zauważalne. Natomiast wraz ze wzrostem prędkości stopniowo słychać najpierw delikatne "cykanie", dalej już coraz wyraźniej widać, że program przed przejściem do następnej linijki kodu zwalnia ruch danej osi. Im więcej zmian kierunku w liniach kodu oraz im wyższa prędkość posuwu tym bardziej praca jest "posztkowana". Przy czym zwiększenie posuwu ze wspomnianych 15mm/sek dwukrotnie daje już wyraźny efekt "poszatkowania". Rozumiem, że na kątach prostych należy zmniejszać prędkość ponieważ maszyna posiada bezwładność ale nieco irytujące jest to zwalnianie, kiedy zmiana kierunku wynosi zaledwie kilka stopni.
Zastanawiam się co można ustawić w programie, żeby uzyskać bardziej jednolity posuw, bez tego zwalniania.
Jeśli np. wygeneruję okrąg to na łuku maszyna, nawet z dużą prędkością. pracuje płynnie. Ale już w momencie przejścia w następny łuk okręgu jest to zakichane spowalnianie.
Być może tak jest optymalnie ale wolał bym się upewnić. Przeczytałem wątki dotyczące zwalniania maszyny, m.in. o ustawianiu CV i próbowałem przestawiać parametry ale na razie niewiele się zmieniło. Po włączeniu "Exact Stop" jest jeszcze gorzej o czym zresztą pisano na forum.
Od czego zacząć ustawianie parametrów Macha i zmiana których parametrów może pomóc w takim przypadku jak mój ?
Chciał bym optymalnie dostroić pracę maszyny, żeby uzyskać możliwie najszybsze posuwu ale z zachowaniem płynnej pracy. Jak to zrobić w praktyce ?
Posiadam wersję Macha R3.043.022.
Będę wdzięczny za podpowiedzi.
Pozdrawiam.
Wcześniej miałem ustawione małe prędkości posuwu więc w ogóle to nie był problem
spowalnianie prędkości posuwu przed zmianą kierunku


-
 gaspar
gaspar
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 3
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Co masz wpisane w Kontrola CV? (w preferencjach)
Dokładnie chodzi mi o CV dist tolerance. Jeśli masz cokolwiek wbite to spróbuj wyłączyć wsio.
Tryb exact stop nie jest dobrym rozwiązaniem w 90% przypadków, jeśli masz serwomotory to jeszcze można tak pracować, w przeciwnym wypadku tylko constant velocity.
Dokładnie chodzi mi o CV dist tolerance. Jeśli masz cokolwiek wbite to spróbuj wyłączyć wsio.
Tryb exact stop nie jest dobrym rozwiązaniem w 90% przypadków, jeśli masz serwomotory to jeszcze można tak pracować, w przeciwnym wypadku tylko constant velocity.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
Dolce
Autor tematu - Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 4
- Posty: 501
- Rejestracja: 22 gru 2007, 23:54
- Lokalizacja: Polska
Dzięki za odpowiedź.
Już jest (chyba) dobrze.
Już wcześniej powyłączałem wszystko związane z CV, oczywiście pozostawiając w ustawieniach dla trybu ruchu zaznaczoną stałą prędkość (CV) a nie "dokładny stop".
Problemem okazało się to, że wygenerowałem kod ze stosunkowo małą prędkością posuwu dla narzędzia a następnie, by uzyskać szybszą pracę posuwu, zwiększałem prędkości za pomocą FRO. Podwyższanie prędkości powyżej tej zadanej w g-kodzie powodowało problemy, które opisałem powyżej.
Zmieniłem prędkości posuwu na etapie tworzenia trajektorii (ustalenie większej prędkości posuwu dla narzędzia) i okazało się, że problem zniknął. Oczywiście nadal występuje to zatrzymywanie przed zmianą kierunku posuwu w momencie podwyższania prędkości za pomocą FRO, jednak w związku z dobraniem odpowiedniego posuwu ustalonego w g-kodzie, nie ma konieczności podwyższania FRO. Wynika stąd wniosek, że lepiej ustalić nieco większe prędkości posuwu dla narzędzia i ewentualnie korygować je za pomocą FRO "w dół".
Tak z ciekawości - dlaczego tak się dzieje ? Czy po prostu mach jest tak napisany, że po podniesieniu za pomocą FRO ustalonej prędkości posuwu w g-kodzie, program automatycznie zaczyna zmniejszać szybkości przed zmianą kierunku posuwu ?
Zastanawiam się czy tak się dzieje "z automatu" czy też nie ustawiłem jakiegoś parametru tak jak należy co skutkuje opisanymi wyżej zachowaniami w pracy maszyny.
Już jest (chyba) dobrze.
Już wcześniej powyłączałem wszystko związane z CV, oczywiście pozostawiając w ustawieniach dla trybu ruchu zaznaczoną stałą prędkość (CV) a nie "dokładny stop".
Problemem okazało się to, że wygenerowałem kod ze stosunkowo małą prędkością posuwu dla narzędzia a następnie, by uzyskać szybszą pracę posuwu, zwiększałem prędkości za pomocą FRO. Podwyższanie prędkości powyżej tej zadanej w g-kodzie powodowało problemy, które opisałem powyżej.
Zmieniłem prędkości posuwu na etapie tworzenia trajektorii (ustalenie większej prędkości posuwu dla narzędzia) i okazało się, że problem zniknął. Oczywiście nadal występuje to zatrzymywanie przed zmianą kierunku posuwu w momencie podwyższania prędkości za pomocą FRO, jednak w związku z dobraniem odpowiedniego posuwu ustalonego w g-kodzie, nie ma konieczności podwyższania FRO. Wynika stąd wniosek, że lepiej ustalić nieco większe prędkości posuwu dla narzędzia i ewentualnie korygować je za pomocą FRO "w dół".
Tak z ciekawości - dlaczego tak się dzieje ? Czy po prostu mach jest tak napisany, że po podniesieniu za pomocą FRO ustalonej prędkości posuwu w g-kodzie, program automatycznie zaczyna zmniejszać szybkości przed zmianą kierunku posuwu ?
Zastanawiam się czy tak się dzieje "z automatu" czy też nie ustawiłem jakiegoś parametru tak jak należy co skutkuje opisanymi wyżej zachowaniami w pracy maszyny.
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Zadziwiające. U mnie takie zjawisko nie występuje. Można sobie korygować dowolnie prędkość podczas obróbki. Podeślij mi kawałek g-codu na mejla, może coś w nim jest ciekawego?Dolce pisze:Wynika stąd wniosek, że lepiej ustalić nieco większe prędkości posuwu dla narzędzia i ewentualnie korygować je za pomocą FRO "w dół".
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
Dolce
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 501
- Rejestracja: 22 gru 2007, 23:54
- Lokalizacja: Polska
Dzisiaj miałem czas poustawiać sobie parametry pracy w programie. Zauważyłem, że opisane problemy są powiązane z funkcją FRO.
Sytuacja wygląda następująco : jeśli wygeneruję kod z ustawioną prędkością posuwu, załóżmy F900, a następnie zechcę ją podwyższyć za pomocą FRO, zaczynają się problemy ze spowalnianiem posuwu przed każdą zmianą jego kierunku. Natomiast jeśli w dokładnie w tym samym kodzie ustalę prędkość na załóżmy od razu na F2700 i "nie korzystam" z podwyższania prędkości posuwu za pomocą FRO, spowalnianie nie występuje. Maszyna pracuje płynnie.
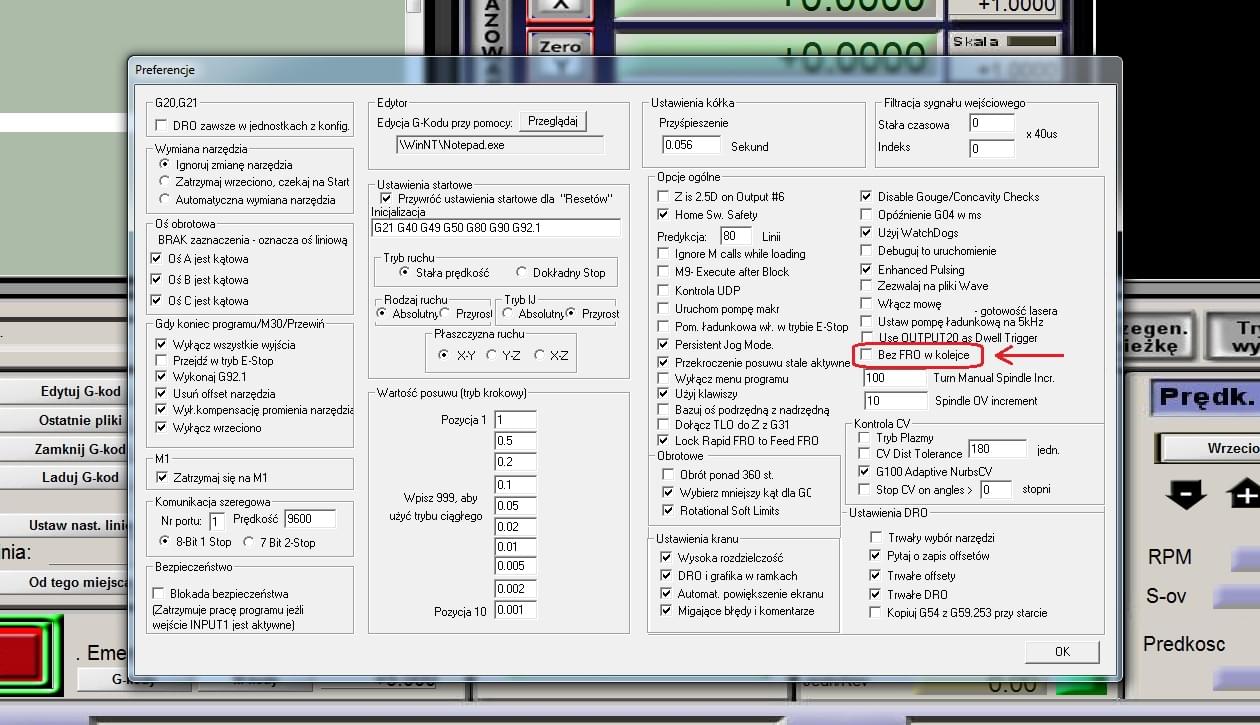
Jeszcze takie spostrzeżenie, w ustawieniach Macha w okienku Preferencje jest możliwość zaznaczenia funkcji "Bez FRO w kolejce" (zaznaczyłem to na załączonym screenie z moimi ustawieniami Macha). Po zaznaczeniu tego parametru, nawet jeśli w kodzie jest ustalona mała prędkość posuwu a zwiększę ją za pomocą FRO, problemy nie występują. Tyle, że podwyższenie prędkości posuwu nie odbywa się natychmiast ale z opóźnieniem.
Niby problem jest rozwiązany, jednak nie jestem pewien czy prawidłowo : mogę ustawić wyższe prędkości posuwu dla danego narzędzia na etapie tworzenia trajektorii, nie korzystać z funkcji FRO i po sprawie. Mogę zaznaczyć "Bez FRO w kolejce" i większy posuw realizowany za pomocą FRO będzie odbywał się płynnie tyle że nastąpi z pewnym opóźnieniem.
Jednak mam wątpliwości czy to jest jedyne/prawidłowe rozwiązanie problemu.
Co może być przyczyną opisanego zachowania programu czyli problemów z płynnością pracy maszyny przy podwyższaniu FRO ? Kolega Gaspar napisał, że u niego takie problemy nie występują (przesłałem mu g-kod).
Druga sprawa - czy to, że maszyna utrzymuje stałą prędkość posuwu (CV) jest praktycznie zawsze zaletą w przypadku wycinania 2D w drewnie czy też obrabiania reliefów (również w drewnie) czy też może być wadą bo np. zmniejsza się dokładność obróbki względem ustalonej trajektorii (na "zachodnim" forum wyczytałem że brak spowolnienia prędkości posuwu przed "zakrętem" może być przyczyną np. zaokrąglania narożników, zresztą to jest logiczne - maszyna posiada bezwładność). W niektórych sytuacjach zapewne uzasadnione jest włączenie funkcji "dokładny stop" (exact stop), która pogłębia efekt spowalniania posuwu przed zmianą jego kierunku (narożniki) ale też wpływa na dokładniejszą "jazdę" narzędzia po wyznaczonej trajektorii.
Dla mnie ważne jest zrozumieć problem, żeby móc dobrać optymalne warunki pracy mojej maszynki cnc, czyli dostroić do niej optymalnie Macha. Stąd moje pytania.
Załączam screen z ustawień preferencji w moim Machu. Te ustawienia otrzymałem wraz z maszyną jako zalecane (po "świeżej" instalacji macha w tej zakładce niektóre parametry nie są zaznaczone, podobnie jak nie ma wpisanych tylu funkcji przygotowawczych "G"). Nie wiem czy warto coś w nich zmienić dlatego prosił bym o przejrzenie i ewentualne sugestie. Posiadam maszynę zbudowaną z boków aluminiowych, pole robocze 700x500, silniki 3Nm Chinole, śruby kulowe 16x5 również Chinole, prowadnice 15 Hiwina.
W Motor Tuning mam ustawioną prędkość na 4700mm/min a przyspieszenie na 300mm/sec2.
Będę wdzięczny za wszelkie podpowiedzi odnośnie w/w dylematów związanych z FRO jak również ogólnie prawidłowego sposobu dostrajania pracy maszyny programem Mach3.
Od czego zacząć optymalizować program w stosunku do maszyny ?
Pozdrawiam.
Sytuacja wygląda następująco : jeśli wygeneruję kod z ustawioną prędkością posuwu, załóżmy F900, a następnie zechcę ją podwyższyć za pomocą FRO, zaczynają się problemy ze spowalnianiem posuwu przed każdą zmianą jego kierunku. Natomiast jeśli w dokładnie w tym samym kodzie ustalę prędkość na załóżmy od razu na F2700 i "nie korzystam" z podwyższania prędkości posuwu za pomocą FRO, spowalnianie nie występuje. Maszyna pracuje płynnie.
Jeszcze takie spostrzeżenie, w ustawieniach Macha w okienku Preferencje jest możliwość zaznaczenia funkcji "Bez FRO w kolejce" (zaznaczyłem to na załączonym screenie z moimi ustawieniami Macha). Po zaznaczeniu tego parametru, nawet jeśli w kodzie jest ustalona mała prędkość posuwu a zwiększę ją za pomocą FRO, problemy nie występują. Tyle, że podwyższenie prędkości posuwu nie odbywa się natychmiast ale z opóźnieniem.
Niby problem jest rozwiązany, jednak nie jestem pewien czy prawidłowo : mogę ustawić wyższe prędkości posuwu dla danego narzędzia na etapie tworzenia trajektorii, nie korzystać z funkcji FRO i po sprawie. Mogę zaznaczyć "Bez FRO w kolejce" i większy posuw realizowany za pomocą FRO będzie odbywał się płynnie tyle że nastąpi z pewnym opóźnieniem.
Jednak mam wątpliwości czy to jest jedyne/prawidłowe rozwiązanie problemu.
Co może być przyczyną opisanego zachowania programu czyli problemów z płynnością pracy maszyny przy podwyższaniu FRO ? Kolega Gaspar napisał, że u niego takie problemy nie występują (przesłałem mu g-kod).
Druga sprawa - czy to, że maszyna utrzymuje stałą prędkość posuwu (CV) jest praktycznie zawsze zaletą w przypadku wycinania 2D w drewnie czy też obrabiania reliefów (również w drewnie) czy też może być wadą bo np. zmniejsza się dokładność obróbki względem ustalonej trajektorii (na "zachodnim" forum wyczytałem że brak spowolnienia prędkości posuwu przed "zakrętem" może być przyczyną np. zaokrąglania narożników, zresztą to jest logiczne - maszyna posiada bezwładność). W niektórych sytuacjach zapewne uzasadnione jest włączenie funkcji "dokładny stop" (exact stop), która pogłębia efekt spowalniania posuwu przed zmianą jego kierunku (narożniki) ale też wpływa na dokładniejszą "jazdę" narzędzia po wyznaczonej trajektorii.
Dla mnie ważne jest zrozumieć problem, żeby móc dobrać optymalne warunki pracy mojej maszynki cnc, czyli dostroić do niej optymalnie Macha. Stąd moje pytania.
Załączam screen z ustawień preferencji w moim Machu. Te ustawienia otrzymałem wraz z maszyną jako zalecane (po "świeżej" instalacji macha w tej zakładce niektóre parametry nie są zaznaczone, podobnie jak nie ma wpisanych tylu funkcji przygotowawczych "G"). Nie wiem czy warto coś w nich zmienić dlatego prosił bym o przejrzenie i ewentualne sugestie. Posiadam maszynę zbudowaną z boków aluminiowych, pole robocze 700x500, silniki 3Nm Chinole, śruby kulowe 16x5 również Chinole, prowadnice 15 Hiwina.
W Motor Tuning mam ustawioną prędkość na 4700mm/min a przyspieszenie na 300mm/sec2.
Będę wdzięczny za wszelkie podpowiedzi odnośnie w/w dylematów związanych z FRO jak również ogólnie prawidłowego sposobu dostrajania pracy maszyny programem Mach3.
Od czego zacząć optymalizować program w stosunku do maszyny ?
Pozdrawiam.
-
gaspar
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1714
- Rejestracja: 13 sty 2006, 16:41
- Lokalizacja: Stargard
- Kontakt:
Dokładnie, tutaj ważne są przyspieszenia. Np u mnie na serwach mogę wykonać kwadrat 40x40mm przy prędkości 8000mm/min i narożniki nie będą zaokrąglone. Ale przyspieszenia osi mam 1G (9800mm/s2). Generalnie w moim przypadku nie widać różnicy czy maszyna pracuje w trybie CV czy Exact stop. W przypadku silników krokowych i małych wartości przyspieszeń, przy każdej zmianie kierunku będzie chwilowy stop i rozpędzanie od nowa. Natomiast bez wątpienia praca przy dużych prędkościach w tym trybie będzie dokładniejsza ale sama maszyna wykonując skomplikowaną figurę może się rozpaść od tego hamowania i przyspieszaniaDolce pisze: że brak spowolnienia prędkości posuwu przed "zakrętem" może być przyczyną np. zaokrąglania narożników, zresztą to jest logiczne - maszyna posiada bezwładność)
Jaką masz płytę główną? Tak jak Ci pisałem u mnie problem nie istnieje ale może być to związane z tym, ze ja używam sterowania na csmio po lanie, a korekcję posuwu mam regulowaną analogowo - potencjometrami.
https://www.instagram.com/cncworkshop.pl/
Obróbka CNC - frezowanie & toczenie
Obróbka CNC - frezowanie & toczenie
-
Dolce
Autor tematu - Specjalista poziom 2 (min. 300)
- Posty w temacie: 4
- Posty: 501
- Rejestracja: 22 gru 2007, 23:54
- Lokalizacja: Polska
Dzięki za odpowiedź.
Nie wiem czy chodzi Ci o płytę sterowników silników krokowych, jeśli tak to mam bipolarny sterownik silników krokowych o symbolu E5030X4 :
Zelrp sterownik bipolarny
Sygnał z macha idzie poprzez port LPT. Sam komputer jest ok ale port LPT nie przeskoczy zapewne pewnych możliwości.
Mam takie pytanie - czy posiadając w/w serownik silników krokowych można jakoś poprawić jakość pracy maszyny ? Chodzi mi o użycie Smooth Stoppera.
Czy to w ogóle coś da czy też nie ma sensu w to inwestować biorąc pod uwagę klasę mojej maszyny ?
Nie wiem czy chodzi Ci o płytę sterowników silników krokowych, jeśli tak to mam bipolarny sterownik silników krokowych o symbolu E5030X4 :
Zelrp sterownik bipolarny
Sygnał z macha idzie poprzez port LPT. Sam komputer jest ok ale port LPT nie przeskoczy zapewne pewnych możliwości.
Mam takie pytanie - czy posiadając w/w serownik silników krokowych można jakoś poprawić jakość pracy maszyny ? Chodzi mi o użycie Smooth Stoppera.
Czy to w ogóle coś da czy też nie ma sensu w to inwestować biorąc pod uwagę klasę mojej maszyny ?






