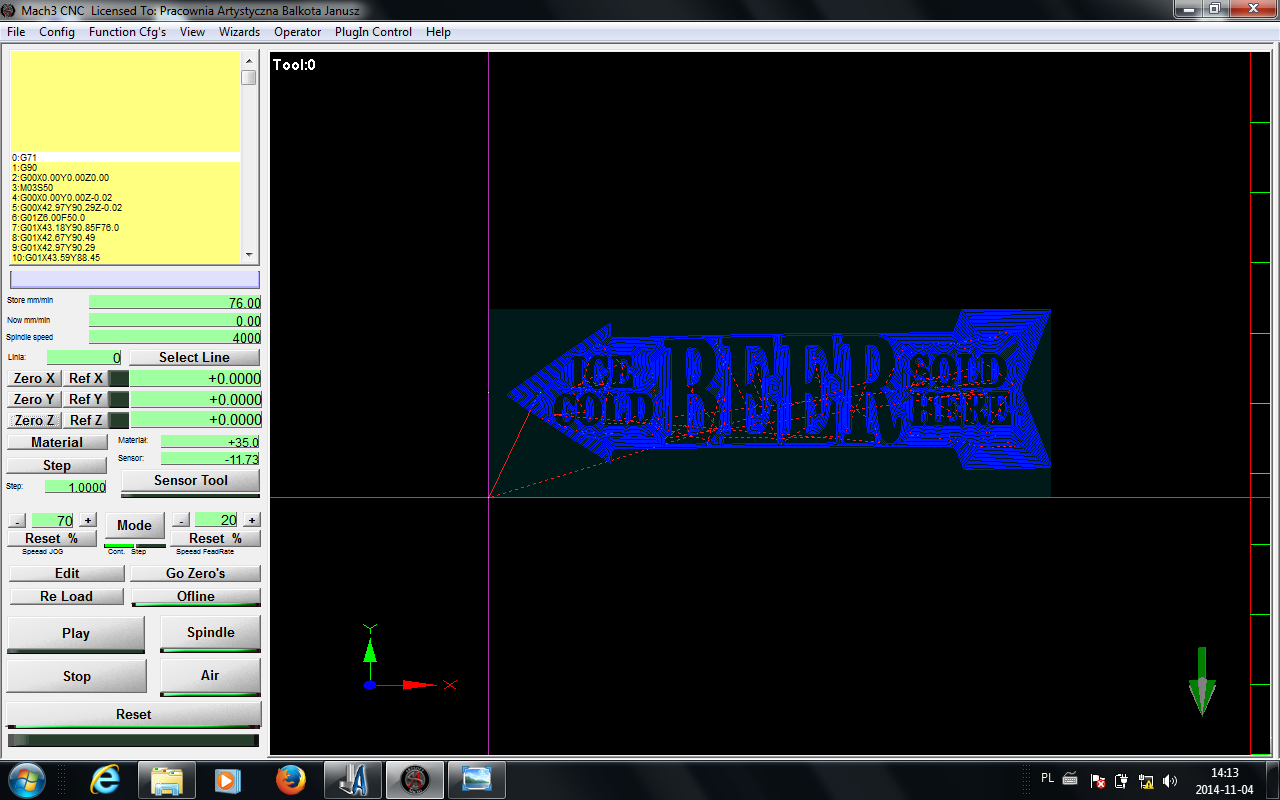
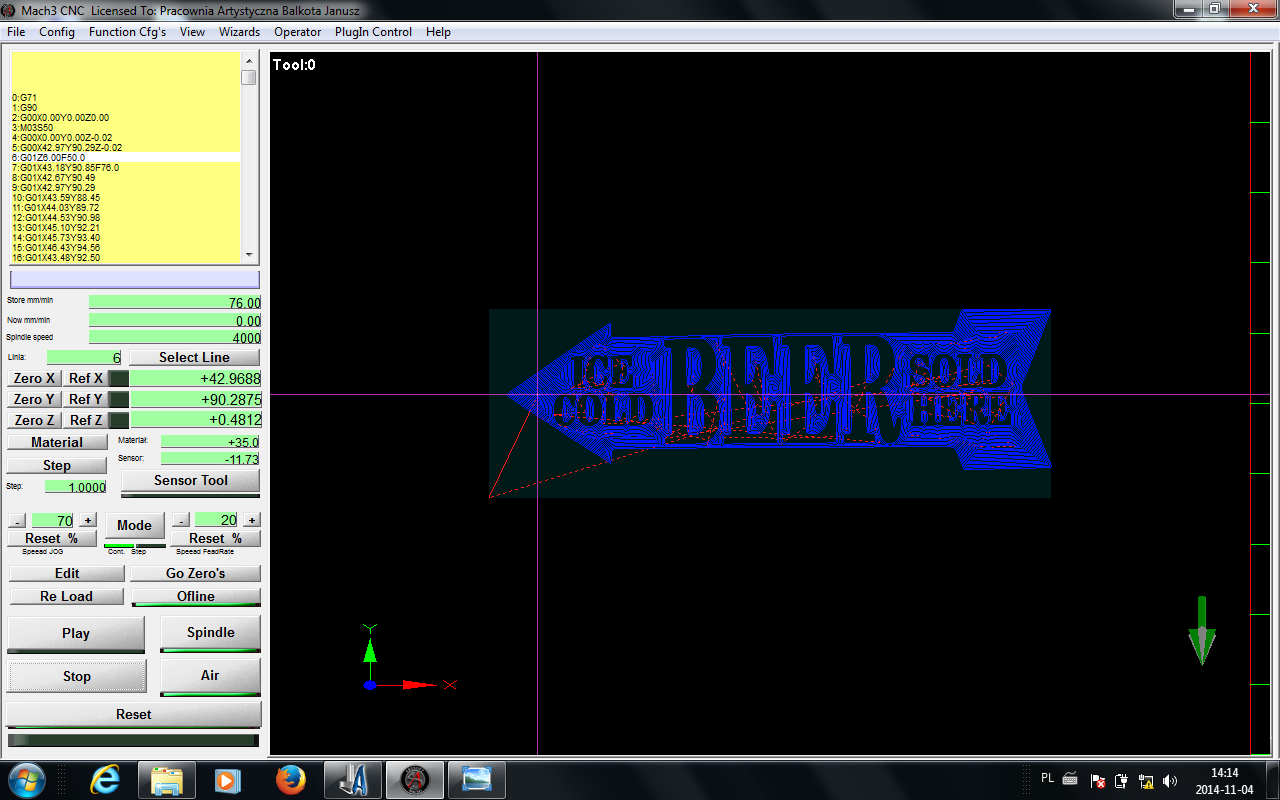
To znaczy, tak otwierałem G-Coda w notatniku i wstawiłem w pierwszej linii minus przed wartością osi Z, fakt faktem ploter wszedł w materiał na określoną głębokość, ale pojawił się kolejny problem bo ploter jakby starcił moc i nawet po podkręceniu obrotów do 200% silniki przy strasznym jęczeniu chodzą tak ze palą nowiutkiego freza w miękkim drewnie( przykładowo przy profilowaniu 2d posów* wrzeciona musiałem redukować do 80% bo wydawało mi się ze za szybko chodzi ), a nawiązując do wartości wprowadzonych w artCamie to nie można wstawiać tam wartości ujemnych, zresztą jak pisałem wcześniej robiłem juz wycinanie 2D i robiłem to w taki sam sposób na załączonych zdjęciach, więc tą ewentualność można śmiało odrzucić. Dlatego kreuje się kolejne pytanie, dlaczego CNC czyta dane ''wspak'' i ciekawi mnie ta nagła utrata mocy. Myślałem o przywróceniu fabrycznych ustawień w Machu, ale przeinstalowywanie nic nie dało, więc nie mam już pomysłów, ech....
[ Dodano: 2014-11-05, 10:14 ]
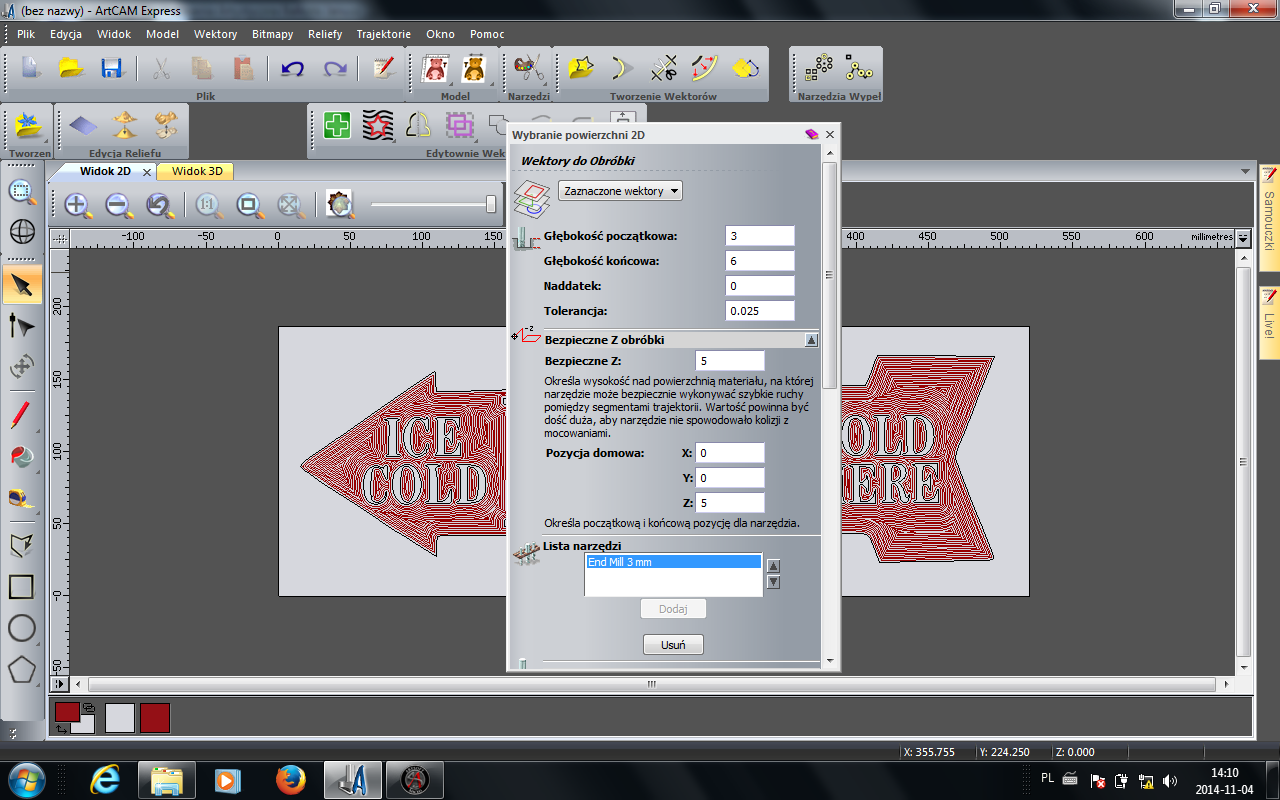
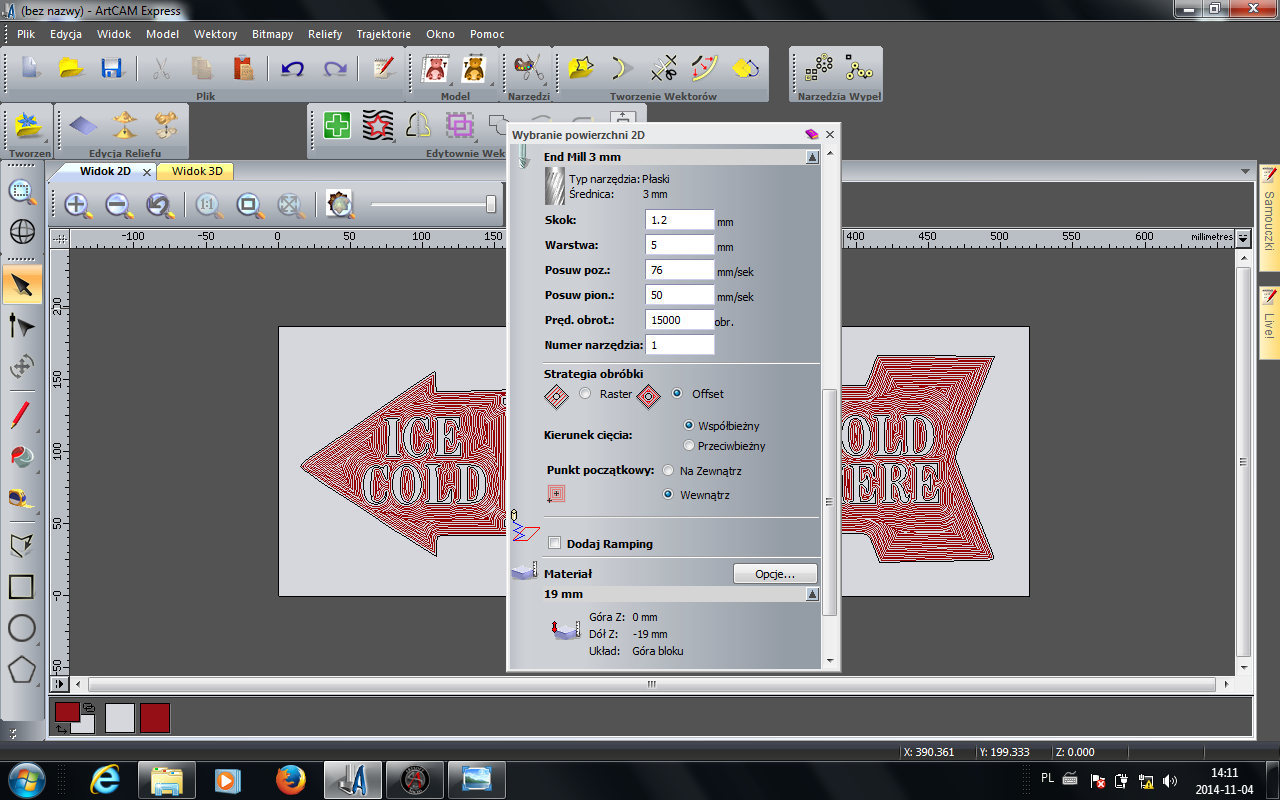
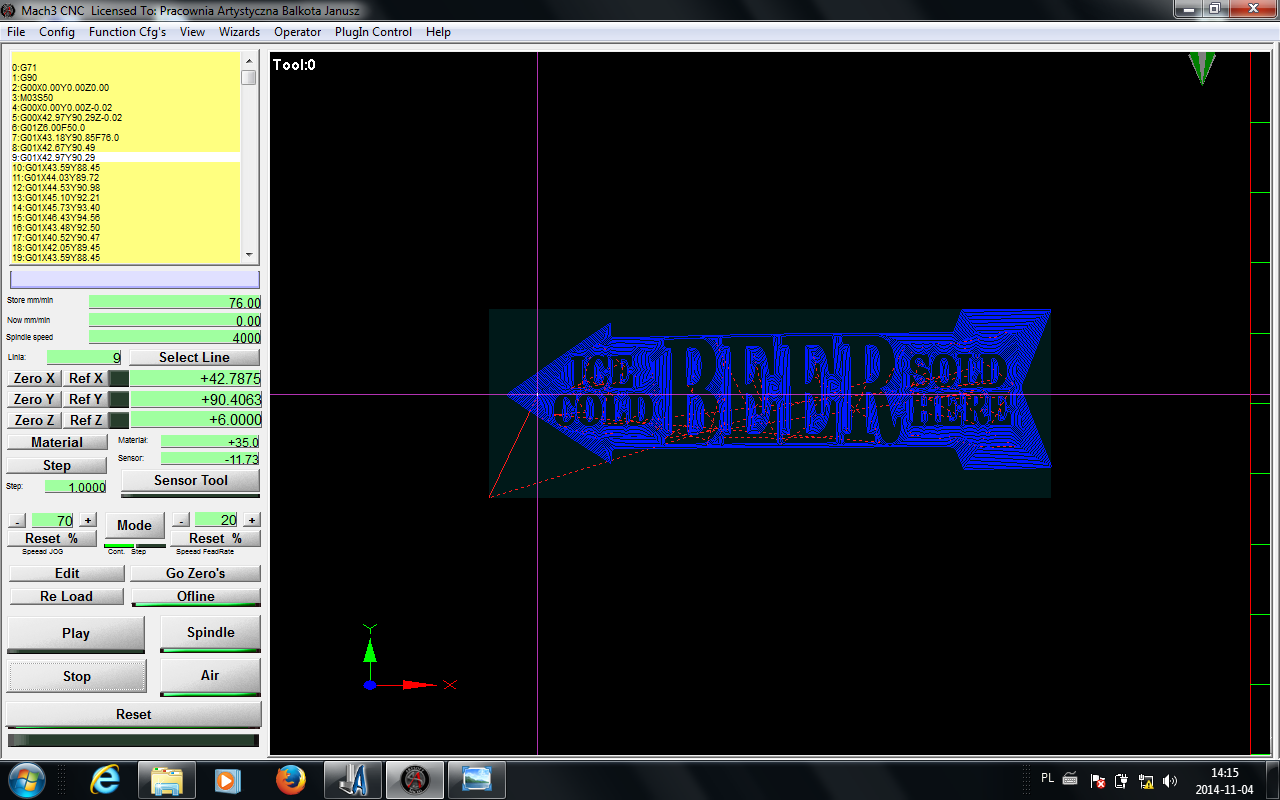
A i zapomniałem dodać, że skoro wartośc początkowa to 3mm a końcowa 6mm to dlaczego przy starcie wrzeciono podnosi sie na 6mm a nie na 3mm ??? ech złośliwość rzeczy martwych... moja zajawka tym tematem objęła ujemny kurs na osi Z

))
[ Dodano: 2014-11-05, 10:31 ]
Frez zeruje na materiale, no i znów powtórzę się że do tej pory wszystko działało gładko do momentu ponownej instalacji macha, w czwartek robiłem swój pierwszy relief,a po ptrzerwie swiatecznej w poniedziałek maszyna zaczęła wariować a ja razem z nią

m obawaim się , że może siadło coś w komputerze sterującym frezarką, a w tym wszystkim najgorsze jest to, że producent jest z Mazur a ja mieszkam w bieszczadach :/
[ Dodano: 2014-11-05, 13:31 ]
chyba jestem bliżej niż dalej rozwiązania zagadki, ponieważ włożyłem starego G-coda do macha i wszystko działa dobrze, więc to najprawdopodobniej Artcam łapie jakieś odchyły, postaram sie poczyścić rejestry w komputerze i zainstalować jeszcze raz artcam i sie zobaczy :/
 . Zgóry dziękuję za jakąkolwiek pomoc. Pozdrawiam.
. Zgóry dziękuję za jakąkolwiek pomoc. Pozdrawiam.