




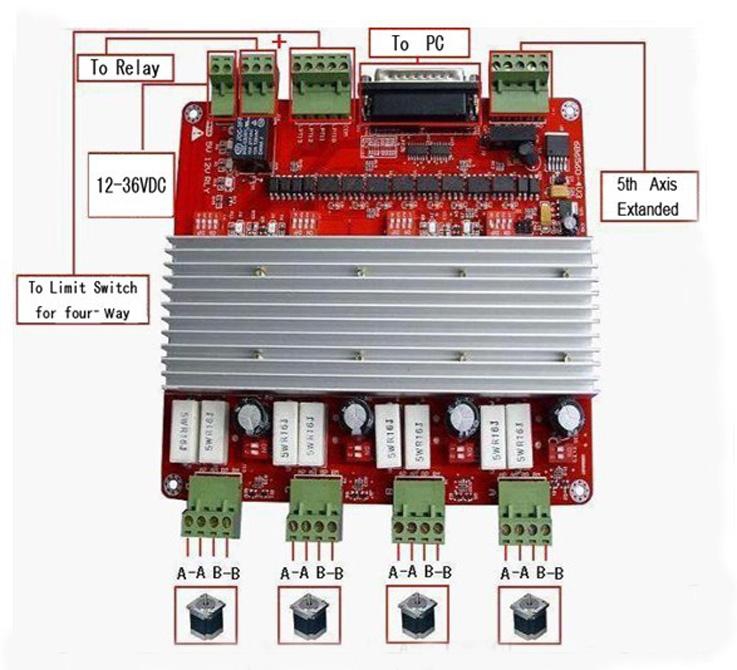
jestem zupełnie nowy na forum i dopiero zaczynam swoją przygodę z CNC. Na podstawie opisów i wskazówek które udało mi się znaleźć na tym forum, udało mi się odpowiednio podłączyć i skonfigurować krańcówki (3 osie + emergency) na mojej płytce TB65603v4 - czerwona. Wszystko było pięknie i super... - do momentu aż zakupiłem czujnik długości narzędzia... okazało się, że mój nieszczęsny sterownik wyprowadza tylko 4 piny input (10,11,12,13) a 15 jest blank...
Jak już wcześniej napisałem, piny 10-13 mam zajęte na krańcówki + emengency stop.
czy istnieje sposób aby bezpośrednio z kabla lpt podłączyć czujnik do pin 15 ? lub w jakikolwiek inny sposób podłączyć ten czujnik ?



")

")





