Strona 1 z 1
Mach3 - właściwe ustawienie offsetów i ich używanie
: 23 cze 2013, 11:55
autor: berrrcik21
Witam kolegów

Maszyna gotowa, wszystko działa. Chciałbym używać właściwie offsetów. Okno Offsets u mnie w Machu wygląda tak:
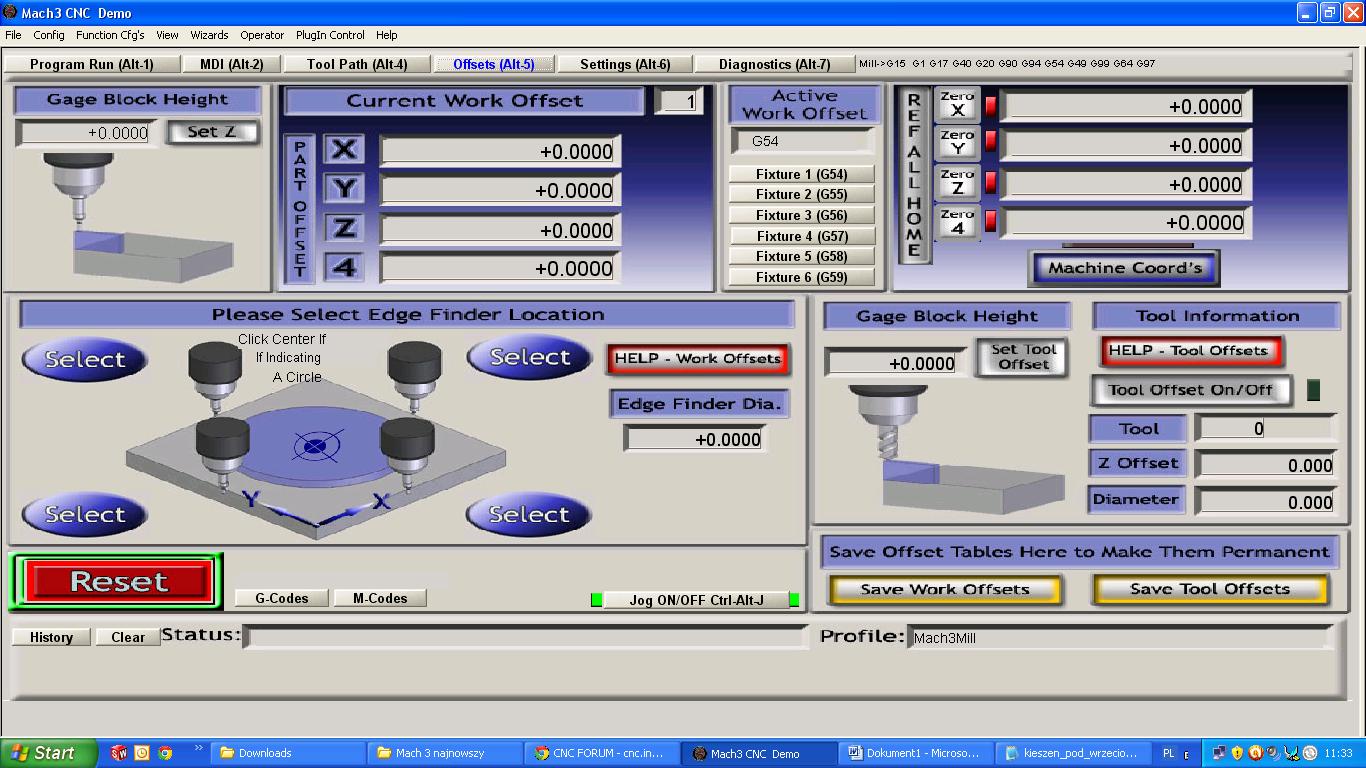
Idea ofsetów jest taka (jeżeli nie proszę o naprostowanie
), że gdy mam jakieś powtarzalne detale i mocuje je zawsze w tym samym miejscu, lub np. podczas pracy maszyny braknie zasilania mogę trafić w to samo miejsce. Czyli jak ustawię bazę materiału w założonym przez mnie punkcie we wszystkich osiach, w G54 zapisuje koordynaty maszyny z poszczególnych osi, wtedy np. na drugi dzień chce wyfrezować taki sam detal ustawiony w tym samym miejscu to już nie muszę na nowo bazować, tylko w programie wpisuje G54 i baza jest automatycznie wczytywana i program zacznie od tego samego miejsca.
Czy dobrze rozumiem idee zastosowania i użytkowania offsetów?
Teraz druga sprawa jak to dobrze ustawić w Machu, nigdy tego nie robiłem
Z góry dziąkuję za pomoc i rozjaśnienie temacie
Pozdrawiam
Robert
: 11 lip 2013, 23:10
autor: dziabi3
Bazować maszynę musisz zawsze po resecie i z rana ( czyli Mach3 najerzdza na krancówki i zeruje kordynaty maszynowe)
Ustawianie baz materiałowych odbywa się po przez skasowanie kordynat macha w miejscu gdzie jest ) detlau czyli zero programowe, jak wychodzisz z macha to się pyta czy zapisać te dane.
Lub możesz sam je zapisać w zakładce Offsets
Jak tak zrobisz to mach zawsze znajdzie detal następnego dnia

: 31 lip 2013, 23:13
autor: wasio
Podąlczę sie do tematu offsetów
Mam sytuację w której w trakcie pracy maszyny potrzebuję zmienić jej punkt zerowy w koordynatach programowych. Mamy następująca sytuację:
Odpalając program punkt zerowy programowy jest we wspólżednych maszynowych: x0 y0 z20
po przerobieniu powiedzmy polowy programu potrzebuję żeby ten punkt zerowy przesunąć na wspólżędne maszynowe np x100 y100 z20
Czy coś takiego jest możliwe a jeżeli tak to jak? Czy odpowiedzią będą funkcje g54 g55 g56 itp?
: 31 lip 2013, 23:33
autor: k-m-r1
tą "nowa" pozycje przypisz sobie do któregoś fix g ...
i ona zostanie na stałe
to jest po to że dzis robisz cos i lecisz serie przez tydzien.
na stole masz zderzaki i zawsze detal w tym samym miejscu ląduje.
i ty wiesz że g54 to jest w miejscu A na blacie i tyle przy tych zderzakach.
jak dasz g54 to maszyna wie gdzie ma pracować
punkt zerowy można też innymi komendami przesuwać jeśli co na chwile potrzebujesz
: 31 lip 2013, 23:59
autor: wasio
punkt zerowy można też innymi komendami przesuwać jeśli co na chwile potrzebujesz
mógbyś to rozwinąć
a czy da się przesunąć punkt zerowy o jakąś zadaną wartość nie znając jego wartości w danym momecie czyli funkcję która przesówaa by np oś x z200 na 100 ale żeby maszyna myślala że jest ona nadal na 200 chodzi mi o sytuacje w której mialbym zamontowane np dwa wrzeciona jedno obok drugiego i chcialbym naprzemiennie używać raz jedno raz drugie (opuszczane bylo by silownikiem tylko wrzeciono które ma pracowac)
: 01 sie 2013, 00:14
autor: k-m-r1
: 01 sie 2013, 00:31
autor: wasio
Jeżeli sie myle to mnie popraw ale czy to co napisalem uzyskam poprzez komendę G10 L2?
: 01 sie 2013, 00:37
autor: tomcat65
Prościej wejdź w offsety, kliknij np.g55 i wpisz przesunięcie w danych osiach. Jak opisujesz o dwóch wrzecionach, to dokładny ich rozstaw w odpowiedniej osi. Wówczas wywołujesz przesunięcie albo ręcznie z MDI lub wpisując g55 (lub inne zapisane przesunięcia) w program.