



Pisząc program ręcznie, natrafiłem na problem. Przejrzałem wszystko co mam o Mach'u i nie mogę tego rozgryźć. W czym problem:
-Prosty program z powtórzeniami oparty o P i O oraz L. Wszystko ok, tylko jak zapisać, aby za każdym powtórzeniem, jeden z parametrów, np. posów osi X zwiększał/zmniejszał się o daną wartość? Próbowałem na różne sposoby, włącznie za zmianą g90/g91, ale nic mi nie wychodzi.
Proszę o pomoc, bo ręcznie powtarzanie kilku-nastu/dziesięciu kroków to żadna radocha:).
zmiana parametru/ów



-
wieslawbarek
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
-
tomcat65
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 4
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
Kol. MIKI - proszę  . Jak będę miał jakiegoś kompa na złom, to może zainstaluję Linux'a.
. Jak będę miał jakiegoś kompa na złom, to może zainstaluję Linux'a.
Ogólnie chodzi mi o używanie zmiennych parametrów, w najprostszym przykładzie - przetoczenie wałka z A na B, gdzie A>B, w cyklu dojazd noża, g1 do z0, wycofanie noża, powrót g0 do z=n (n>0), i kolejny dojazd noża. Sam posuw g1 i powroty w pętli zrobię, tylko ,żeby nóż za każdą pętlą dojężdżał o ustaloną wartość do materiału.
Jak będę znał zasadę stosowania takich zmiennych, to i we frezarce będę mógł wykorzystać.
Ogólnie chodzi mi o używanie zmiennych parametrów, w najprostszym przykładzie - przetoczenie wałka z A na B, gdzie A>B, w cyklu dojazd noża, g1 do z0, wycofanie noża, powrót g0 do z=n (n>0), i kolejny dojazd noża. Sam posuw g1 i powroty w pętli zrobię, tylko ,żeby nóż za każdą pętlą dojężdżał o ustaloną wartość do materiału.
Jak będę znał zasadę stosowania takich zmiennych, to i we frezarce będę mógł wykorzystać.
-
 MlKl
MlKl
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 3703
- Rejestracja: 15 sie 2010, 13:44
- Lokalizacja: Błonie
- Kontakt:
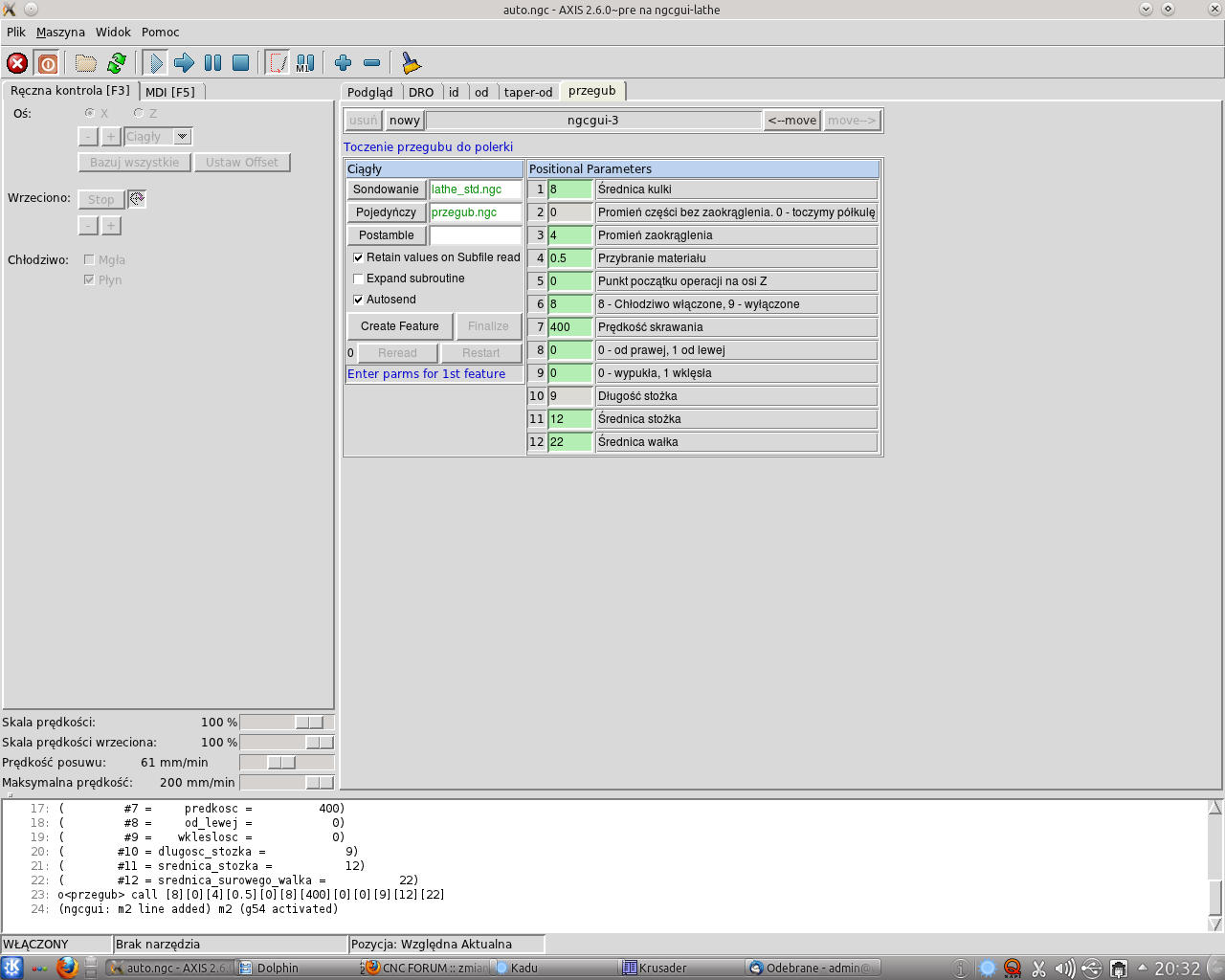
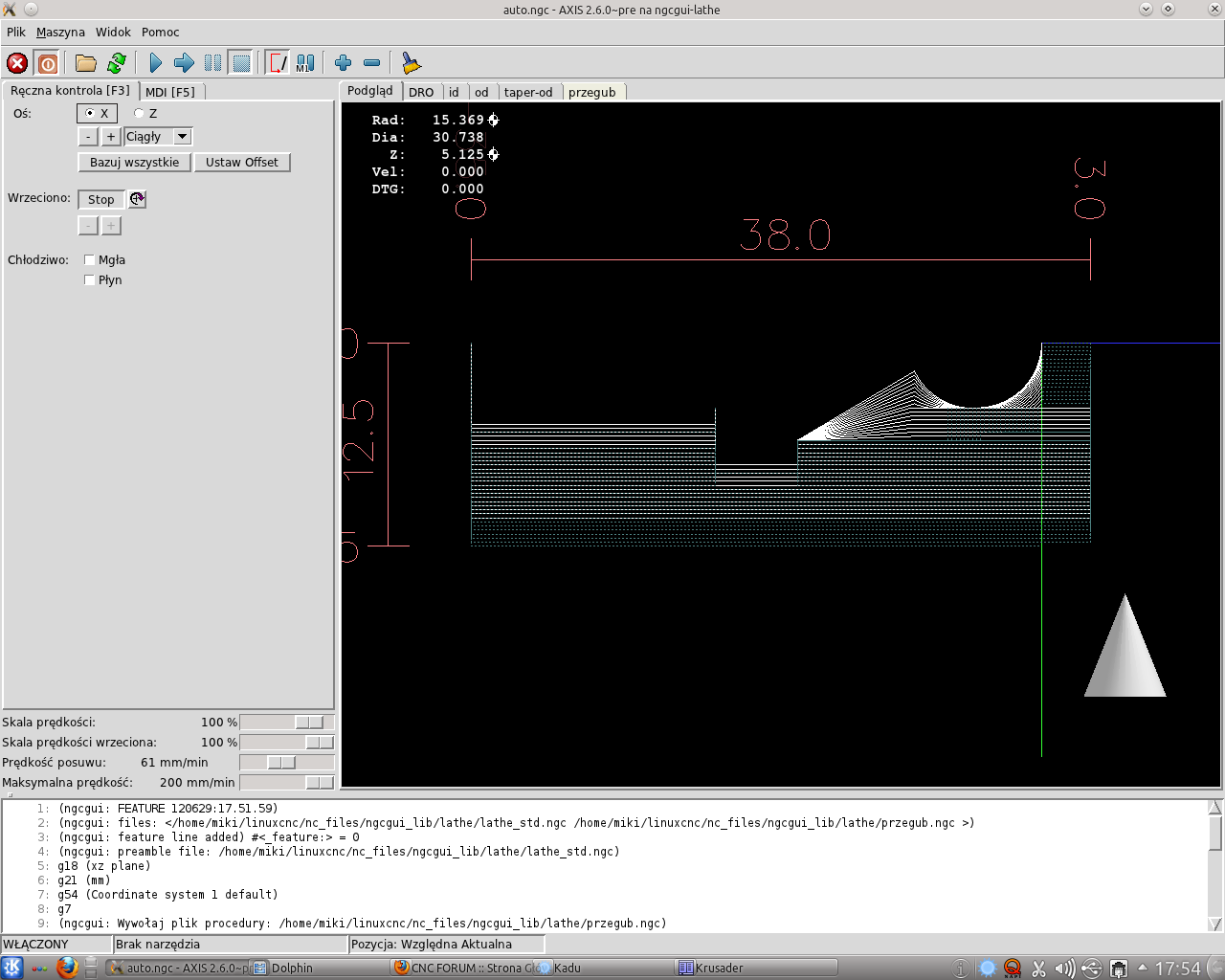
Oj , Wiesiu... To właśnie Linux ma okienka do takich bajerków. Pokaż mi okienko spod shita, które robi taki bajerek z jednej tabelki
A wizualizacja gwintu w NGCGUI to tylko dużo kresek poziomych - nóż idzie po prostej, a program wizualizuje ścieżkę narzędzia.
Tomcat - ja Macha kiedyś odpaliłem, ale mi się nie spodobał zupełnie, a i kompa zw shitem na pokładzie nie mam pod ręką. Nie pomoge.
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
-
wieslawbarek
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 846
- Rejestracja: 05 gru 2006, 22:28
- Lokalizacja: Bielsko Biała
Mnie chodziło raczej o tą kulkę co pokazał Miki a takie coś jak ty zaprogramowałeś to można też np tak
g0x22.1z0
m98p1l6
g0x25
m30
o1
g91
g1x-0.2
g90
g1z-20
g91
g0x0.1
g90
g0z0
m99
[ Dodano: 2012-07-01, 17:50 ]
A tak teraz patrzę ciekawe jakim nożem to toczył bo na gotowo jednym to raczej nie wyjdzie
g0x22.1z0
m98p1l6
g0x25
m30
o1
g91
g1x-0.2
g90
g1z-20
g91
g0x0.1
g90
g0z0
m99
[ Dodano: 2012-07-01, 17:50 ]
A tak teraz patrzę ciekawe jakim nożem to toczył bo na gotowo jednym to raczej nie wyjdzie
-
tomcat65
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1242
- Rejestracja: 15 lis 2009, 02:46
- Lokalizacja: Olsztyn
- Kontakt:
Czyli nikt mnie zrozumiał .
To kol. MIKI wyskoczył jak Filip z konopii z ta kulką
Próbowałem z g90/91, bo widziałem podobne rozwiązanie, ale do frezowania. Natomiast tu nie wychodził mi powrót noża po odjeździe i dojazd o kolejną wielkość . Zapoznam się Twoim rozwiązaniem i pewnie wykorzystam. Co prawda w moim jest błąd, ale już go poprawiłem i całość trochę rozbudowałem, ale teraz nie mam dostępu, aby go pokazać.
EDIT:
g21
#1=0.5(głębokość skrawania:0.1, 0.2, 0.25, 0.5)
#2=24(średnica początkowa)
#3=1(odjazd noża przy nawrocie)
#4=500(prędkość wrzeciona)
#5=500(prędkość posuwu)
#6=17(średnica końcowa)
#7=[[#2-#6]*[1/[#1*2]]+1](ilość przebiegów)
s#4
f#5
g0 x25 z25
g0 x24 z20
m98 p1 l#7
g0 x25
m30
o1
g1 z0
g0 x[#2+#3]
g0 z21
g0 x[#2-#1*2]
#2=[#2-#1*2]
m99
Na razie tyle się nabawiłem. Daleko mu do doskonałości, ale zabawa ze zmiennymi trwa .
To kol. MIKI wyskoczył jak Filip z konopii z ta kulką
Próbowałem z g90/91, bo widziałem podobne rozwiązanie, ale do frezowania. Natomiast tu nie wychodził mi powrót noża po odjeździe i dojazd o kolejną wielkość . Zapoznam się Twoim rozwiązaniem i pewnie wykorzystam. Co prawda w moim jest błąd, ale już go poprawiłem i całość trochę rozbudowałem, ale teraz nie mam dostępu, aby go pokazać.
EDIT:
g21
#1=0.5(głębokość skrawania:0.1, 0.2, 0.25, 0.5)
#2=24(średnica początkowa)
#3=1(odjazd noża przy nawrocie)
#4=500(prędkość wrzeciona)
#5=500(prędkość posuwu)
#6=17(średnica końcowa)
#7=[[#2-#6]*[1/[#1*2]]+1](ilość przebiegów)
s#4
f#5
g0 x25 z25
g0 x24 z20
m98 p1 l#7
g0 x25
m30
o1
g1 z0
g0 x[#2+#3]
g0 z21
g0 x[#2-#1*2]
#2=[#2-#1*2]
m99
Na razie tyle się nabawiłem. Daleko mu do doskonałości, ale zabawa ze zmiennymi trwa






