



Moje pytanie może jest niezrozumiałe , więc przedstawię temat.
Już dwa lata jak mój mały ploterek frezuje dla mnie otwory w detalach, które kładę na stole, przyciskam i wszystko jest ładnie wyfrazowane.
Sam napisałem prosty programik w G-kodach.
Do tego momentu wszystko jest OK.
Problem zaczął się od niedawna, gdy muszę w trakcie tego frezowania kilku otworów dokonać wyboru , czy mają być frezowane otwory te co dotychczas , czy nowe o innych współrzędnych.
PYTAM.
Czy w Machu mogę napisać tak program w G-kodach, aby w trakcie jego wykonywania program zapytał mnie :
-jeżeli chcesz wykonać operacje A naciśnij przycisk np. A
- jeżeli jakiś inny przycisk to naciśnij coś innego ......
Jak taki program napisać .
Chodzi mi o to , abym w sposób (bez ponownego załadowywania programu) mógł na bieżąco decydować która część programu będzie wykonywana.
Może opisałem to niezbyt jasno ale znawcy chyba już wiedzą o co mi chodzi.
Pozdrawiam z Mazur - Darek
Czy można w Mach dokonać wyboru w trakcie realizcji G-kodów?


-
 k-m-r1
k-m-r1
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
g-code to jest wykonywanie kodu pokolei ewentualnie skoki powturzenia danej czesci programu nie ma możliwosci wyboru jedynie zmiana g-code przed wczytaniem i wykonaniem
w machu jest chyba możliwosc napisac makro przypisac do klawisza i klawisz a to będzie jedna wersja g-code klawisz b druga wersja jedynie tak to można zrobic
w machu jest chyba możliwosc napisac makro przypisac do klawisza i klawisz a to będzie jedna wersja g-code klawisz b druga wersja jedynie tak to można zrobic
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
krzysiekgrab
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 743
- Rejestracja: 16 lip 2008, 15:07
- Lokalizacja: Polska, Augustow
imo możemy napisać makro, które zapyta nas co chcemy zrobić, robi to co wybraliśmy, następnie po zakończeniu ponownie pyta co dalej zrobić. makro będzie miało takie możliwości w jakie je wyposażymy. na początek dajemy okno wyboru, a następnie select case.
Programowanie sterowników PLC Fatek, Samkoon, Leadshine, HMI Weintek,Samkoon; budowa sterowników maszyn CNC, Mach3/Mach4; Automatyzacja;
www.steromat.pl
www.steromat.pl

-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
krzysiekgrab, to chyba piszesz o kreatorze w którym to decydujemy co ma byc a co nie a tu padło inne pytanie
Chodzi mi o to , abym w sposób (bez ponownego załadowywania programu) mógł na bieżąco decydować która część programu będzie wykonywana.
nie da sie na bierząco decydowacco mach robi a czego nie
jedynie przed wczytaniem całego pliku możesz go zmienic
ewentualnie
plik a
plik b
plik c
i teraz każdy z tych zawierza odpowiednie fragmety
wykonujesz jeden plik potem potrzebujesz inny fragmet to zamiast b wczytujesz c i jedziesz dalej
Chodzi mi o to , abym w sposób (bez ponownego załadowywania programu) mógł na bieżąco decydować która część programu będzie wykonywana.
nie da sie na bierząco decydowacco mach robi a czego nie
jedynie przed wczytaniem całego pliku możesz go zmienic
ewentualnie
plik a
plik b
plik c
i teraz każdy z tych zawierza odpowiednie fragmety
wykonujesz jeden plik potem potrzebujesz inny fragmet to zamiast b wczytujesz c i jedziesz dalej
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
krzysiekgrab
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 743
- Rejestracja: 16 lip 2008, 15:07
- Lokalizacja: Polska, Augustow
chodziło mi o napisane skryptu, który zawierał by już przygotowane fragmenty gkodu, a my po zakończeniu jednego moglibyśmy zdecydować, który chcemy następnie wykonać. Jest to wykonalne, ale imo jest to przerost formy nad treścią.
[ Dodano: 2010-07-15, 14:54 ]
niech autor postu napisze dokładnie o co mu chodzi
[ Dodano: 2010-07-15, 14:54 ]
niech autor postu napisze dokładnie o co mu chodzi
Programowanie sterowników PLC Fatek, Samkoon, Leadshine, HMI Weintek,Samkoon; budowa sterowników maszyn CNC, Mach3/Mach4; Automatyzacja;
www.steromat.pl
www.steromat.pl
-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
tak niech napisze o co mu chodzi
wycina otwory czy okregi?
ile ich jest

sam niewiem może cośtakiego prostego?
reszte która nie ulega zmianie można wstawic w skrypt
wycina otwory czy okregi?
ile ich jest
sam niewiem może cośtakiego prostego?
reszte która nie ulega zmianie można wstawic w skrypt
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
dasza77
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 2
- Posty: 1119
- Rejestracja: 14 maja 2006, 17:34
- Lokalizacja: Ełk
Moim zdaniem nie jest ważne co ma robić dana część programu.
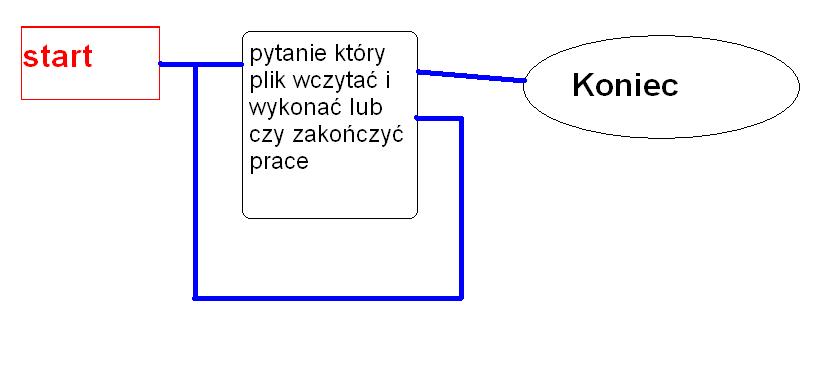
Chodzi mi o to , że po wykonaniu pewnej części programu , następuje pytanie co dalej.
Czy ma być wykonywany "podprogram" A, B, czy np. C czy kończymy pracę.
Ma to mieć zastosowanie w procesie produkcyjnym , gdzie pracownik na bieżąco musi zdecydować jakie podfrezowanie ma wykonać np. czy 2 otwory czy 4 otwory.
pozdrawiam i dziękuję za zaangażowanie
Darek
Chodzi mi o to , że po wykonaniu pewnej części programu , następuje pytanie co dalej.
Czy ma być wykonywany "podprogram" A, B, czy np. C czy kończymy pracę.
Ma to mieć zastosowanie w procesie produkcyjnym , gdzie pracownik na bieżąco musi zdecydować jakie podfrezowanie ma wykonać np. czy 2 otwory czy 4 otwory.
pozdrawiam i dziękuję za zaangażowanie
Darek
-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
wienc zostaje skrypt
i teraz tak piszesz wszystkie "moduły" które może wybrac operator w każdym momęcie
po zakończemu jednego programu wyświetla sie okienko operator wybiera do ma byc dalej wczytywany jest kolejny moduł z wcześniej napisanym programem zapisanym w pliku tak ja to widze
i teraz tak piszesz wszystkie "moduły" które może wybrac operator w każdym momęcie
po zakończemu jednego programu wyświetla sie okienko operator wybiera do ma byc dalej wczytywany jest kolejny moduł z wcześniej napisanym programem zapisanym w pliku tak ja to widze
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
krzysiekgrab
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 3
- Posty: 743
- Rejestracja: 16 lip 2008, 15:07
- Lokalizacja: Polska, Augustow






