



Witam
Czy jest możliwość zrobienia w MACHu czegoś takiego np.
G1 Y100 F10000
M20(zdefiniowany rch osią X połączony z włączeniem i wyłązeniem przekaźników)
G1 Y200 F10000 (z tą różnicą że w tym czasie oś X wraca sobie do punku 0 np z prędkością 40000)
Reasumując chodzi mi to aby oś X poruszała się z niezależną prędkością ale rozpoczynała rch w tym samym czasie co oś Y. Czy to jest wykonalne ?
Niezależny ruch dwóch osi


-
 k-m-r1
k-m-r1
- ELITA FORUM (min. 1000)
")
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
napisz co tym chcesz osiągnąc
do wyboru masz jeszcze g94 czyli posów na minute
oraz g95 posów na jednostke rozdzielczoscie
pierwszy jest asynchroniczny a drugi synchroniczny
m7 włonczenie mgłoy chłodziwa
m8 włonczenie pompy chłodziwa
m9 wyłonczenie tamtych dwóch
do wyboru masz jeszcze g94 czyli posów na minute
oraz g95 posów na jednostke rozdzielczoscie
pierwszy jest asynchroniczny a drugi synchroniczny
m7 włonczenie mgłoy chłodziwa
m8 włonczenie pompy chłodziwa
m9 wyłonczenie tamtych dwóch
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
napisz dokłądnie jak to ma byc w innym temacie ktos poruszałtemat przekłądni przy wrzecionie i okazało sie to prawie niemożliwe / za wiele zabawy/ dopiero przy praktycznym przykładzie
wiadomo że jak dasz wspułrzedne
g1 x10 y10 to pojedzie taksamo
g1 x15 y20 to os x pojedzie 2 razy wolniej tak by obie dojechały do tego punktu w tym samym momęcie ale jedna wolniej kreci od drugiej
g1 x10 najpierw podjedzie jedna os
g1 y10 potem ta pojedzie
wiadomo że jak dasz wspułrzedne
g1 x10 y10 to pojedzie taksamo
g1 x15 y20 to os x pojedzie 2 razy wolniej tak by obie dojechały do tego punktu w tym samym momęcie ale jedna wolniej kreci od drugiej
g1 x10 najpierw podjedzie jedna os
g1 y10 potem ta pojedzie
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
wasio
Autor tematu - Stały bywalec (min. 70)
")
- Posty w temacie: 5
- Posty: 73
- Rejestracja: 13 sie 2008, 15:12
- Lokalizacja: lubelskie
potrzebne mi jest to do piły panelowej
a mianowicie
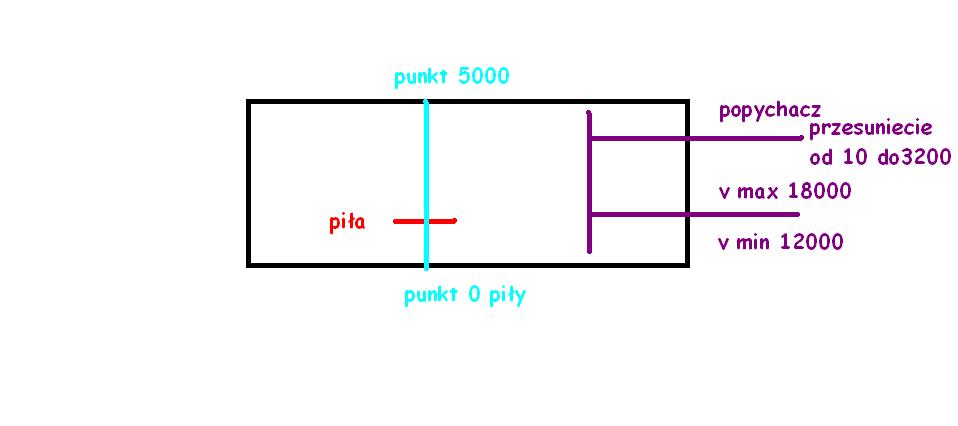
oś X(piła) po przejechaniu od 0 do zadanej współżędnej 5000 ma za zadanie wrócić spowrotem do punktu 0 z prędkością 38000
w czasie gdy piła wraca do pozycji 0 belka trzymająca płytę wiórową ma za zadanie ustawić się na zadaną współżędną z tym że może to być przesunięcie o różnej długości od 10 do 3200
chciałbym uniknąć zjawiska przeciążenia silnika na belce popychacza(maksymalna prędkość popychacza w zależności od rodzaju ciętego materiału waha się od 12000 do 18000
maksymalna prędkość piły 38000 i taka powinna być prędkość jej powrotuna pozycję 0
chodzi mi o to żeby cykl powrotu piły i ustawienie się belki popychacza odbywało się jak najszybciej, stąd te prędkości
a mianowicie
oś X(piła) po przejechaniu od 0 do zadanej współżędnej 5000 ma za zadanie wrócić spowrotem do punktu 0 z prędkością 38000
w czasie gdy piła wraca do pozycji 0 belka trzymająca płytę wiórową ma za zadanie ustawić się na zadaną współżędną z tym że może to być przesunięcie o różnej długości od 10 do 3200
chciałbym uniknąć zjawiska przeciążenia silnika na belce popychacza(maksymalna prędkość popychacza w zależności od rodzaju ciętego materiału waha się od 12000 do 18000
maksymalna prędkość piły 38000 i taka powinna być prędkość jej powrotuna pozycję 0
chodzi mi o to żeby cykl powrotu piły i ustawienie się belki popychacza odbywało się jak najszybciej, stąd te prędkości
-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
czyli pomijając prędkości które to sobie ustawisz w programie i będziesz wybierał
niech piła to y popychacz to x
piła robi ruch na 3000 potem na 2000 i znowu 2000 popychacz przesuwa 10 potem 200 i znowu 10
g1 x0 y0
g1 x10
g1 y3000
g1 y0
g1 x 200
g1 y2000
g1 y0
g1 x10
g1 y2000
g1 y0
nie możesz zrobić inaczej bo piłą wracając chyba zostaje dalej miedzy materiałem a z dwóch strom
a gdyby popychacz zrobił ruch to mareiał miedzy nim a piłom wepchnie w piłe
więc albo jakimś cudem materiał będzie znikał zaraz po obcięciu i piła wracając będzie mogła przestawi popychacz bez uszkodzeń albo piła uniesie sie nad materiał ktoś odbierze resztkę w momencie przestawiania popychacza o ile zdąży
a jak nie to będzie ciety materiał ponownie i powstanie kicha
niech piła to y popychacz to x
piła robi ruch na 3000 potem na 2000 i znowu 2000 popychacz przesuwa 10 potem 200 i znowu 10
g1 x0 y0
g1 x10
g1 y3000
g1 y0
g1 x 200
g1 y2000
g1 y0
g1 x10
g1 y2000
g1 y0
nie możesz zrobić inaczej bo piłą wracając chyba zostaje dalej miedzy materiałem a z dwóch strom
a gdyby popychacz zrobił ruch to mareiał miedzy nim a piłom wepchnie w piłe
więc albo jakimś cudem materiał będzie znikał zaraz po obcięciu i piła wracając będzie mogła przestawi popychacz bez uszkodzeń albo piła uniesie sie nad materiał ktoś odbierze resztkę w momencie przestawiania popychacza o ile zdąży
a jak nie to będzie ciety materiał ponownie i powstanie kicha
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
oki skoro piła sie chowa to oki
a co z ucietym materiałem? bo popychacz popchnie oba materiały przed i za piłon i operator stojący z drugiej strony i popychający materiał dostanie nim
chyba że popuchacz łąpie materiałi popycha go o daną odległosc a za piłom jest w puzniejszym czasie jakos odbieramy
bo jak ie będzie kolizji piły i popychacza to wygląda to tak
g1 x0 y0 pozycja domowa
g1 x10 popychacz na10
g1 y3000 piła tnie 3000 wienc popychacz nie rusza sie
m8 opuszczenie piły sygnałna przekaznik
g1 y0 x 200 piła dołem wraca popychacz na 200
m9 wyłączenie przekaznika piłą sie podnosci
g1 y2000 piła tnie 2000
m8 sygnał opuszczenia piły
g1 y0 x10 piła wraca dołem popychacz na 10 popychacz i piła ustawową sie
w tym samym czasie oba dojadą w tym samym mąmęcie
m9 piła sie podnosci
g1 y2000 piła tnie 2000
m8
g1 x0 y0 piła wraca popychacz wraca
m9
a co z ucietym materiałem? bo popychacz popchnie oba materiały przed i za piłon i operator stojący z drugiej strony i popychający materiał dostanie nim
chyba że popuchacz łąpie materiałi popycha go o daną odległosc a za piłom jest w puzniejszym czasie jakos odbieramy
bo jak ie będzie kolizji piły i popychacza to wygląda to tak
g1 x0 y0 pozycja domowa
g1 x10 popychacz na10
g1 y3000 piła tnie 3000 wienc popychacz nie rusza sie
m8 opuszczenie piły sygnałna przekaznik
g1 y0 x 200 piła dołem wraca popychacz na 200
m9 wyłączenie przekaznika piłą sie podnosci
g1 y2000 piła tnie 2000
m8 sygnał opuszczenia piły
g1 y0 x10 piła wraca dołem popychacz na 10 popychacz i piła ustawową sie
w tym samym czasie oba dojadą w tym samym mąmęcie
m9 piła sie podnosci
g1 y2000 piła tnie 2000
m8
g1 x0 y0 piła wraca popychacz wraca
m9
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]
-
wasio
Autor tematu - Stały bywalec (min. 70)
- Posty w temacie: 5
- Posty: 73
- Rejestracja: 13 sie 2008, 15:12
- Lokalizacja: lubelskie
Może faktycznie to zda egzamin, jeszcze potestuje.
Piła po każdym cięciu zawsze musi wrócić na 0.
Co do płyty to na popychaczu są zaciski pneumatyczne które przytrzymują płytę tak że operator nie musi jej ani pchać ani ciągnąc. Popychacz przesuwa ciężar żędu ok 300kg(na oko). Belka popychacza waży około 400kg. Zamontowany jest na niej silnik 50Nm i przekładnia 1:6,53. Napęd po listwach zębatych.
Z jednej strony piły są rolki na których płyta sobie jeździ a z drugiej strony są stoły podawcze na które wysówane są elementy ucięte i na których dokonywany jest zaladunek płyty (piła ma możliwośc przecięcia 5szt płyty wiórowej o grubości 18mm). Silnik piły 7,5 KW, blat piły ma średnice 400mm. Cały wózek piły waży około 300kg. Silnik 28 Nm, przekładnia 1:5,02. Napęd za pomocą łańcucha i kół łańcuchowych.
Taka mała charakterystyka maszyny.
Piła po każdym cięciu zawsze musi wrócić na 0.
Co do płyty to na popychaczu są zaciski pneumatyczne które przytrzymują płytę tak że operator nie musi jej ani pchać ani ciągnąc. Popychacz przesuwa ciężar żędu ok 300kg(na oko). Belka popychacza waży około 400kg. Zamontowany jest na niej silnik 50Nm i przekładnia 1:6,53. Napęd po listwach zębatych.
Z jednej strony piły są rolki na których płyta sobie jeździ a z drugiej strony są stoły podawcze na które wysówane są elementy ucięte i na których dokonywany jest zaladunek płyty (piła ma możliwośc przecięcia 5szt płyty wiórowej o grubości 18mm). Silnik piły 7,5 KW, blat piły ma średnice 400mm. Cały wózek piły waży około 300kg. Silnik 28 Nm, przekładnia 1:5,02. Napęd za pomocą łańcucha i kół łańcuchowych.
Taka mała charakterystyka maszyny.
-
k-m-r1
- ELITA FORUM (min. 1000)
- Posty w temacie: 5
- Posty: 1417
- Rejestracja: 23 cze 2008, 10:38
- Lokalizacja: OOL lub DW
- Kontakt:
daj znac o efektach
jak będzie hulało to prosze o filmik
jak będzie hulało to prosze o filmik
[b]MACH3 cnc[/b]Tworzenie Makr do palników magazynków THC OHC inne[b]EKRANY dla firm producentów maszyn[/b] Budowa sprzedaż wypalarki plazma gaz obrotnice Elektrodrążarki Frezarki Tokarki Giętarki3D inne wg zlecenia 888 708 196 Tomek Komor [email protected]






