



")
Chce wygrawerować tekst za pomocą Mach3 na dwuosiowej grawerce.
Robię to tak jak zawsze - za pomocą q-kad'a na nowej warstwie piszę tekst, który następnie rozbijam (explode) i zapisuje jako .dxf.
Potem wczytuje do macha poprzez "Import DXF", i generuje G-kod.
Niestety pojawia się dość poważny problem. Po przekonwertowaniu G-kod wygląda tak:
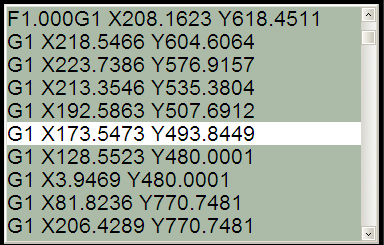
Problem w tym, że współrzędne zawierają miejsca dziesiętne, setne itp po przecinku, a moja maszyna kompletnie sobie z tym nie radzi. Po prostu silniki robią bardzo małe wolne kroki i wygrawerowanie prostego rysunku zajęło by chyba w tym tempie pół roku i byłby on poszarpany.
Wszystko wraca do normy, kiedy G-kod zamiast:
G1 X213.3546 Y535.2803
wygląda tak:
G1 X213 Y 2803
Kiedyś pamiętam też pojawiał się ten problem, ale tylko przy konwersji bardzo małych rusunków z DXFa. Teraz coś się poprzestawiało i kompletnie każdy G-kod z dxf'a wychodzi mi z przecinkami.
Czy ktoś wie jak temu zaradzić ?
Kiedy konwertuje g-kod z obrazka za pomocą innego programu wszystko jest ok - g-kod jest bez miejsc po przecinku.
Bardzo proszę o szybką pomoc.



")

")





