Mach 3 turning - toczenie gwintów - konfiguracja
: 15 sie 2024, 18:39
Cześć,
zmodyfikowałem tokarkę tytan 750 na maszynę cnc.
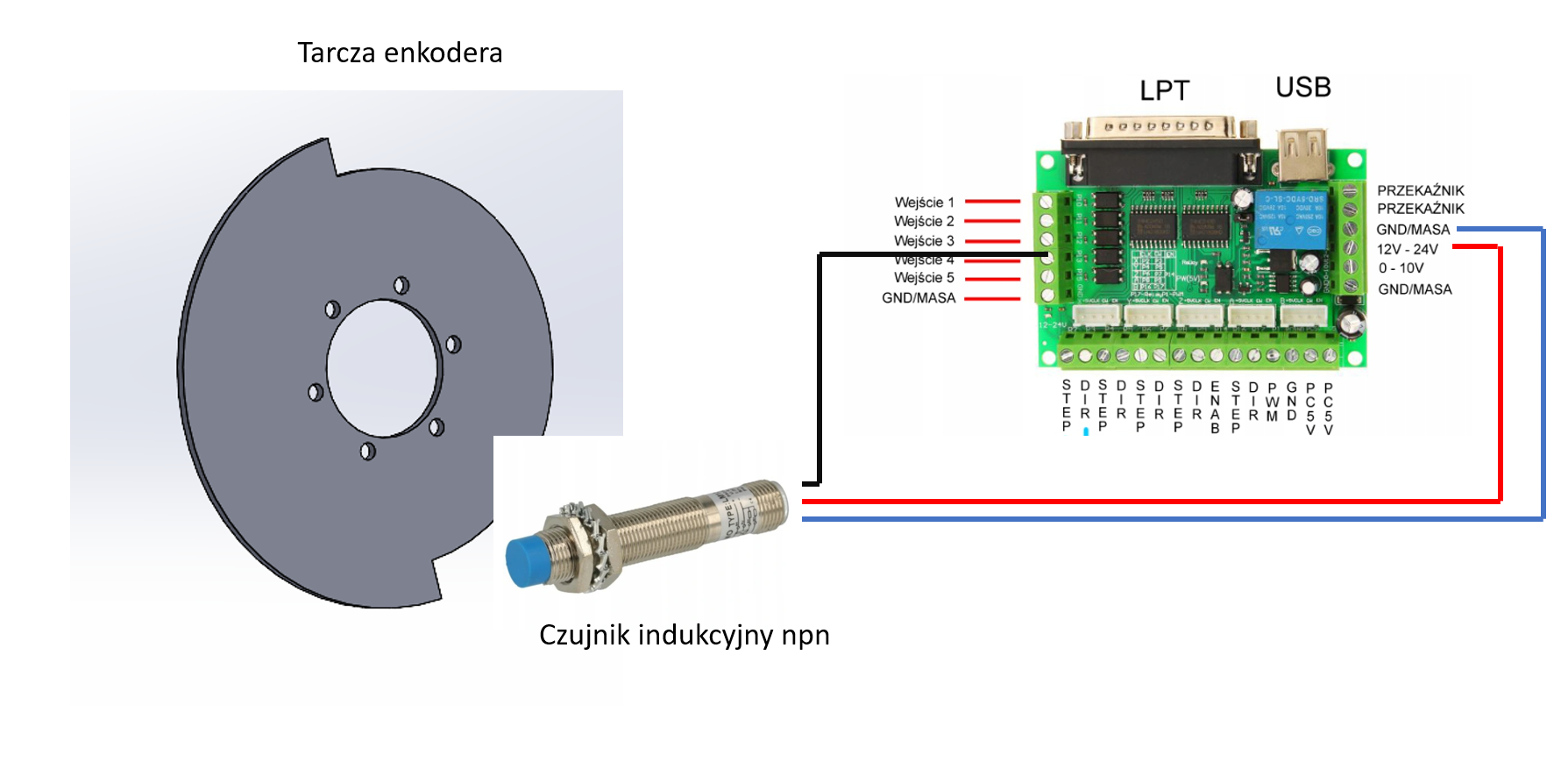
Wszystko ładnie śmiga oprócz toczenia gwintów. Skonfigurowałem zliczanie obrotów wrzeciona. Miałem już kilka podejść do tego. Ostatni próba to tarcza stalowa zamontowana na wrzecionie która wykrywa jeden obrót wrzeciona. Obroty zliczane za pomocą czujnika indukcyjnego NPN podłączonego pod płytę sterowniczą. Poniżej schematyczny rysunek z podłączeniem. Niestety tocznie gwintów nie wychodzi. Nóż ewidentnie gubi położenie względem kąta wrzeciona. Czy jest jeszcze coś w machu co może poprawić konfigurację?
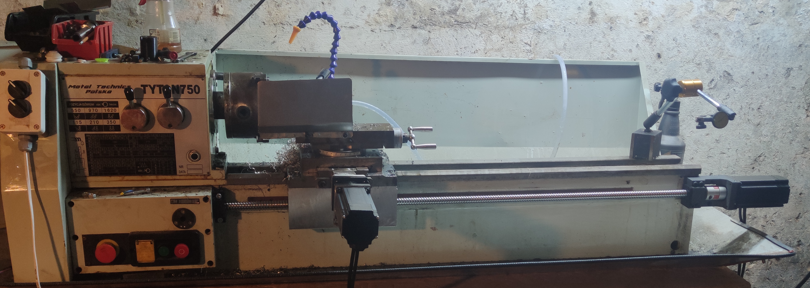
Tokarka:
Efekt toczenia gwintu:

Zamontowany Enkoder:

zmodyfikowałem tokarkę tytan 750 na maszynę cnc.
Wszystko ładnie śmiga oprócz toczenia gwintów. Skonfigurowałem zliczanie obrotów wrzeciona. Miałem już kilka podejść do tego. Ostatni próba to tarcza stalowa zamontowana na wrzecionie która wykrywa jeden obrót wrzeciona. Obroty zliczane za pomocą czujnika indukcyjnego NPN podłączonego pod płytę sterowniczą. Poniżej schematyczny rysunek z podłączeniem. Niestety tocznie gwintów nie wychodzi. Nóż ewidentnie gubi położenie względem kąta wrzeciona. Czy jest jeszcze coś w machu co może poprawić konfigurację?
Tokarka:
Efekt toczenia gwintu:
Zamontowany Enkoder: