Makro do czujnika indukcyjnego
: 03 wrz 2021, 14:41
Witam
Szukam porady dotyczącej czujnika zmiany narzędzia. Chciałbym aby makro działało w ten sposób:
Po wciśnięciu auto. zero tool>
Oś z jedzie w dół F200 mm,min
Po dotknięciu czujnika>
Zatrzymanie osi oraz ustawienia osi z na +10
Następnie przejazd osi z na +15
Tylko tyle. Obecny skrypt nie działa w ten sposób. Teraz jest tylko odejmowana różnica między narzędziami. Nie mam jak dokładnie zmierzyć zera materiału.
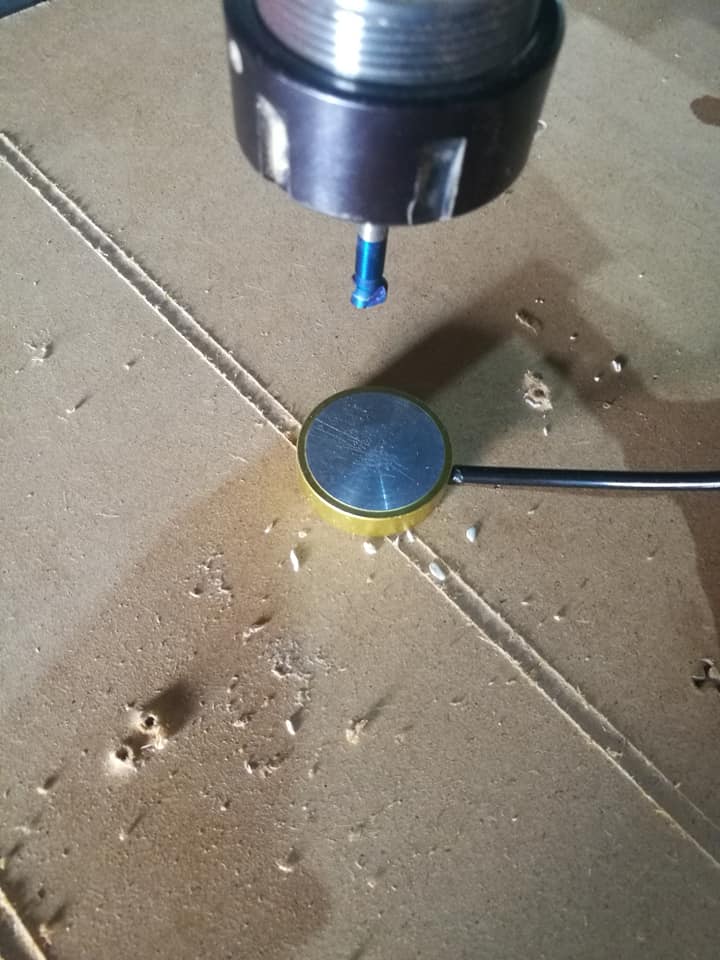
Zdjęcia czujnika>
obecny skrypt:
'chengdu xhc tec. probe z surface macro
FeedCurrent = GetOemDRO(818) 'Get the current settings, OEM DROs (818)=Feedrate DRO
ZCurrent = GetOemDro(802) 'OEM DROs (802)=Z DRO
GageH = GetOEMDRO(1001) 'OEMDRO(1001)=Gage Block Height
ZNew = ZCurrent - 300 'probe down 20 mm
Code "G90F200" 'slow feed rate to 100 MM/MIN
SetOemDRO(818,200)
Rem Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "G31 Z" &ZNew
While IsMoving()
Sleep(10)
Wend
Call SetDro (2,GageH) 'DRO(2)=Z DRO
FinalMove = GageH + 10
Code "G0 Z" &FinalMove
Code "F" &FeedCurrent 'restore starting feed rate
SetOemDRO(818,FeedCurrent)
Szukam porady dotyczącej czujnika zmiany narzędzia. Chciałbym aby makro działało w ten sposób:
Po wciśnięciu auto. zero tool>
Oś z jedzie w dół F200 mm,min
Po dotknięciu czujnika>
Zatrzymanie osi oraz ustawienia osi z na +10
Następnie przejazd osi z na +15
Tylko tyle. Obecny skrypt nie działa w ten sposób. Teraz jest tylko odejmowana różnica między narzędziami. Nie mam jak dokładnie zmierzyć zera materiału.
Zdjęcia czujnika>
obecny skrypt:
'chengdu xhc tec. probe z surface macro
FeedCurrent = GetOemDRO(818) 'Get the current settings, OEM DROs (818)=Feedrate DRO
ZCurrent = GetOemDro(802) 'OEM DROs (802)=Z DRO
GageH = GetOEMDRO(1001) 'OEMDRO(1001)=Gage Block Height
ZNew = ZCurrent - 300 'probe down 20 mm
Code "G90F200" 'slow feed rate to 100 MM/MIN
SetOemDRO(818,200)
Rem Code "G4 P1" 'Pause 1 second to give time to position probe plate
Code "G31 Z" &ZNew
While IsMoving()
Sleep(10)
Wend
Call SetDro (2,GageH) 'DRO(2)=Z DRO
FinalMove = GageH + 10
Code "G0 Z" &FinalMove
Code "F" &FeedCurrent 'restore starting feed rate
SetOemDRO(818,FeedCurrent)