Strona 1 z 2
Steps per dla listwy zebatej
: 14 sty 2020, 20:12
autor: blasterpl
Steps per dla listwy zębatej , jak obliczyć te wartość. Dla śrub jest to dobrze opisane ale dla listew nic nie znalazłem. Przyjmijmy , ze listwa zębata ma moduł 1.5 , kolo zębate na wale silnika ma 20z ( ø podziałowe 30mm) , silnik typowy 200 kroków/obr.a sterownik ustawiony na 1600 imp/obr.
Ja kombinuje tak: 1 pełny obrót silnika to przesuw o 30mm (ø podziałowe kola 20z 30mm) , na 1 obr silnika przypada 1600 imp wiec 1600/30=53.333 ale przy takim ustawieniu jest zupełnie źle.
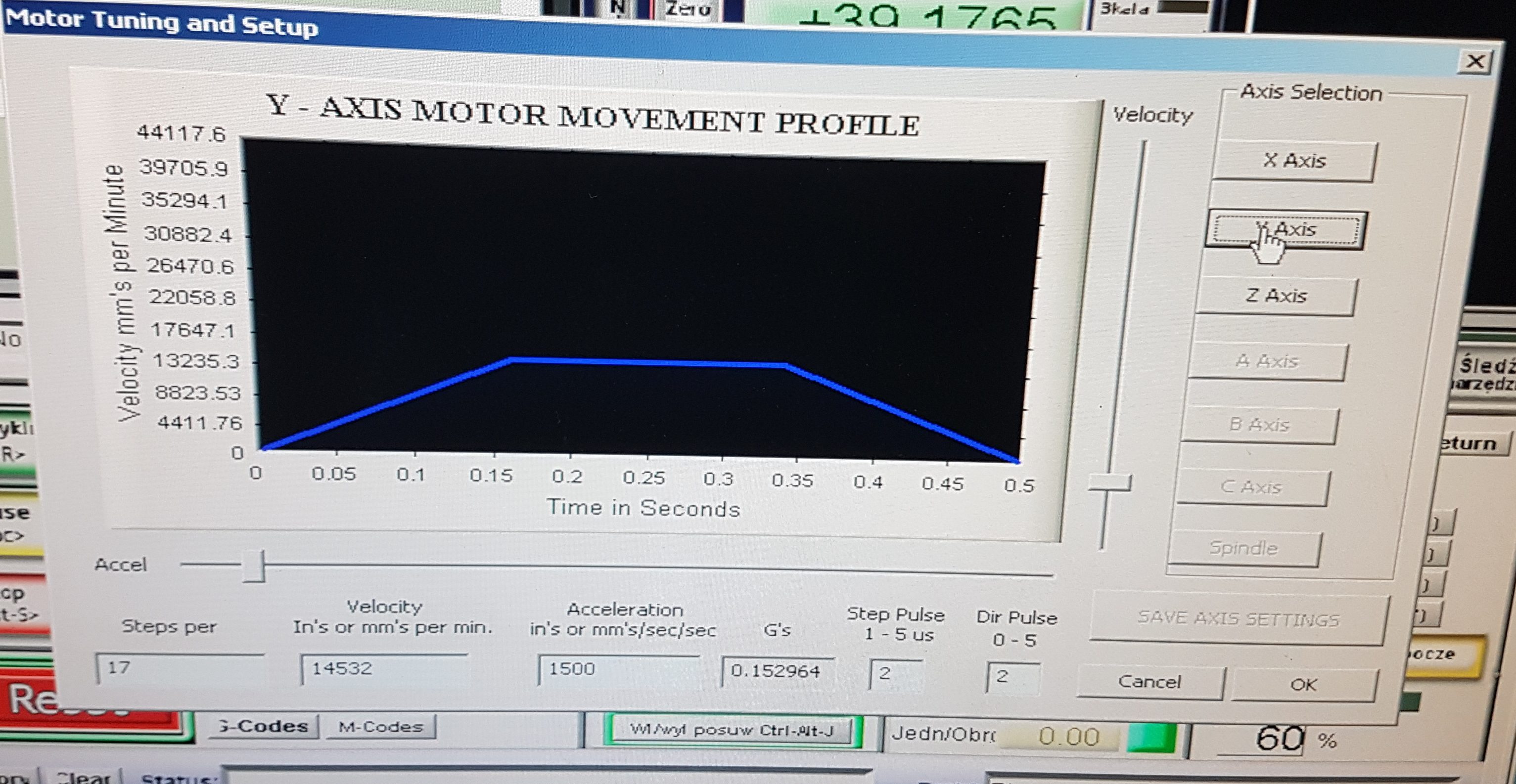
Metoda prób ustawiłem tak jak na foto ale jest nie dokładnie. Przy zadanych 100mm os faktycznie przejeżdża nieco mniej ≈97mm.
 Dodane 40 minuty 10 sekundy:
Dodane 40 minuty 10 sekundy:
No tak sprawa się wyjaśniła (przy pomocy kolegi Adama), w obliczeniach zamiast obwodu kola wpisałem średnice

Re: Steps per dla listwy zebatej
: 15 sty 2020, 08:18
autor: zibi
Ile impulsów silnika na 1mm ruchu? Takiej informacji oczekuje program.
Podaj nam wszystkie parametry czyli podział kroku, przełożenie przekładni jeśli sest, moduł koła i ilość zębów to coś obliczymy.
Re: Steps per dla listwy zebatej
: 15 sty 2020, 09:05
autor: TOP67
blasterpl pisze: ↑14 sty 2020, 20:12
No tak sprawa się wyjaśniła (przy pomocy kolegi Adama), w obliczeniach zamiast obwodu kola wpisałem średnice
Przy listwie zębatej obwód czy też średnica koła nie powinny mieć znaczenia. Liczy się tylko ilość zębów na kole i moduł listwy.
Tu masz 20 zębów * 1,5 mm = 30 mm na obrót. Wychodzi tyle ile wyliczyłeś 53,33 ale w milimetrach. Nie masz przypadkiem ustawionych cali?
Niestety jest to wartość niepodzielna przy silniku o 200 krokach. Czy da się wpisać wartości z przecinkiem?
Jeśli nie, to musisz zmienić koło. Ew. podnosić mikrokrok, żeby zminimalizować błąd.
A tak przy okazji, to zmierzyłeś na dłuższym odcinku czy listwa trzyma wymiar?
Re: Steps per dla listwy zebatej
: 15 sty 2020, 19:46
autor: blasterpl
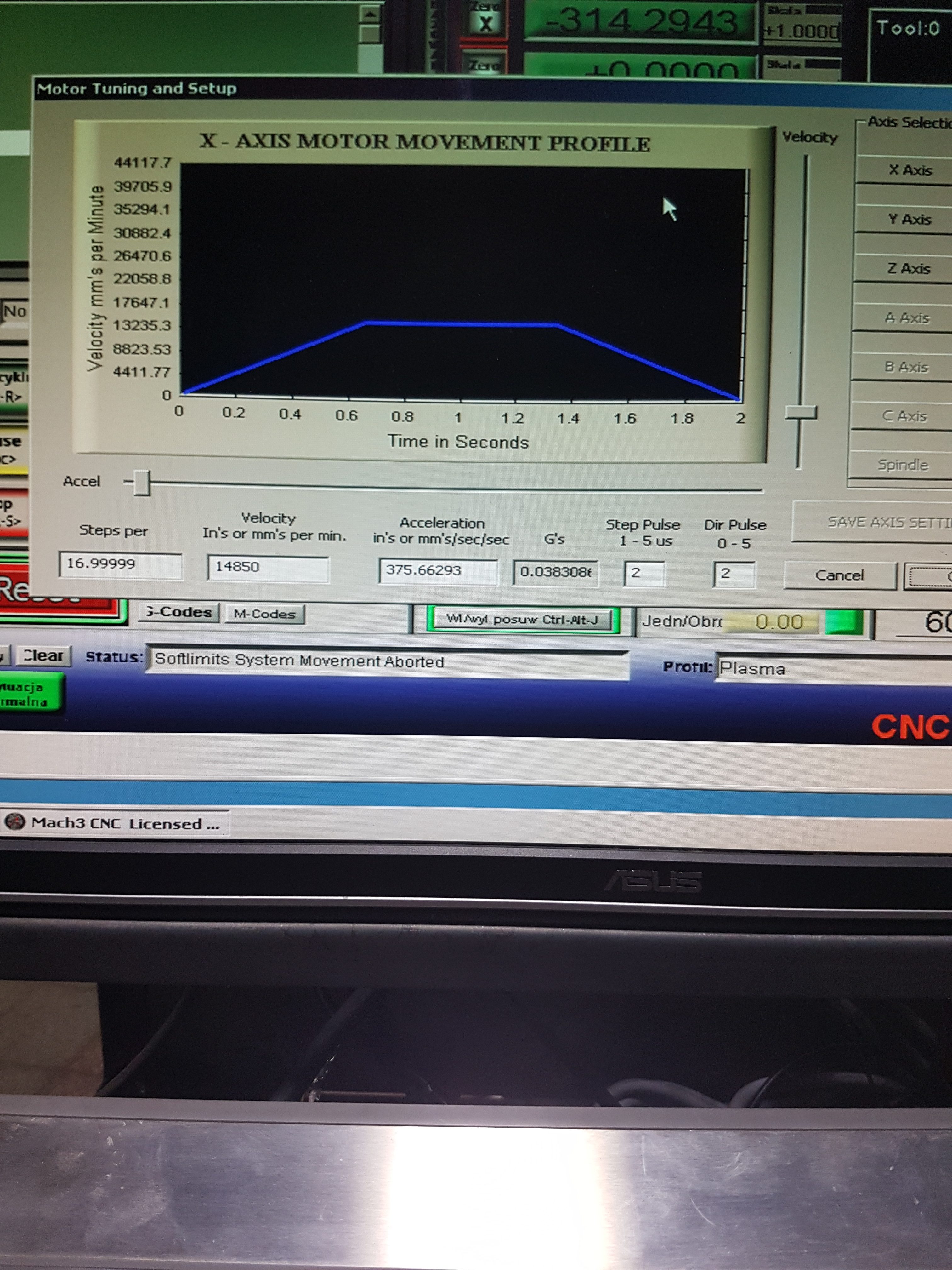
Jak pisałem: moduł 1.5 , kolo zębate na wale silnika ma 20z , ⌀ podziałowa 30mm a obwód 94.2mm. Podział kroków 8.
Wiec 1600/94.2=16.98513800424628 to jest poprawna wartość Steps per i da się wpisać wartość po przecinku. Po jej wpisaniu os jedzie prawidłowo tj. po zadaniu w MDI np Y20 to os Y przejeżdża 20mm. Ale jest następny problem os pokonuje zadana odległość ale DRO na ekranie pokazuje nieco mniej np os pojechała 20mm a DRO pokazuje 19.9988 . Czy da się to jakoś poprawić?
Hm , tak się zastanawiam a może os faktycznie jedzie tyle co pokazuje licznik tylko ja tego nie mam czym zmierzyć

Re: Steps per dla listwy zebatej
: 15 sty 2020, 20:19
autor: IMPULS3
blasterpl pisze:Jak pisałem: moduł 1.5 , kolo zębate na wale silnika ma 20z , ⌀ podziałowa 30mm a obwód 94.2mm.
Napiszę skrótowo bo troszkę jest to uproszczone liczenie i chyba z tego liczenia wychodzi bałagan.
Dla koła takie obliczenia są w miarę ok, ale dla listwy to jest bład.
Rozstaw zębów w listwie zębatej oblicza się z użyciem liczby PI a ona jest nieskończona więc zawsze będziesz miał jakiś błąd w obliczeniach. Czyli:
Moduł razy PI = rostaw zębów, więc 1.5* 3.14159265359= 4.71238898038 * 20 zębów = 94.2477796077 i ten wynik jest też w przybliżeniu bo w tym działaniu liczba pi jest w zaokrągleniu.
Oczywiście zakładam że masz prawidłowo wykonane listwy zębate... Natomiast średnica koła nie jest aż taka istotna dla prawidłowej długości przesunięcia.
Re: Steps per dla listwy zebatej
: 15 sty 2020, 20:57
autor: blasterpl
No tak ja przyjąłem 94.2 wiec pewnie tu problem . Różnica jest już na 2 miejscu po przecinku , jutro po testuje.
Re: Steps per dla listwy zebatej
: 15 sty 2020, 21:01
autor: IMPULS3
Różnica niestety będzie się pogłębiać wraz z długością przejazdu.
Re: Steps per dla listwy zebatej
: 16 sty 2020, 01:53
autor: hansu2
Witam. A może warto skorzystać z opcji kalibracji osi w machu. W zakładce "ustawienia ( settings)" w lewym dolnym rogu , nad "resetem" jest opcja kalibracji osi. Po kliknięciu okna "Step per Unit" wybieramy oś np. x . W następnym okienku wpisujemy jaka odległość została zadana w mm i w kolejnym okienku wpisujemy odległość rzeczywistą (zmierzoną np. czujnikiem zegarowym o zakresie 50mm) . Po zatwierdzeniu Mach automatycznie wpisze wynik w oknie "step per"z dokładnością nawet kilku miejsc po przecinku.
Pozdrawiam.
Re: Steps per dla listwy zebatej
: 16 sty 2020, 21:39
autor: blasterpl
hansu2 pisze:
A może warto skorzystać z opcji kalibracji osi w machu.
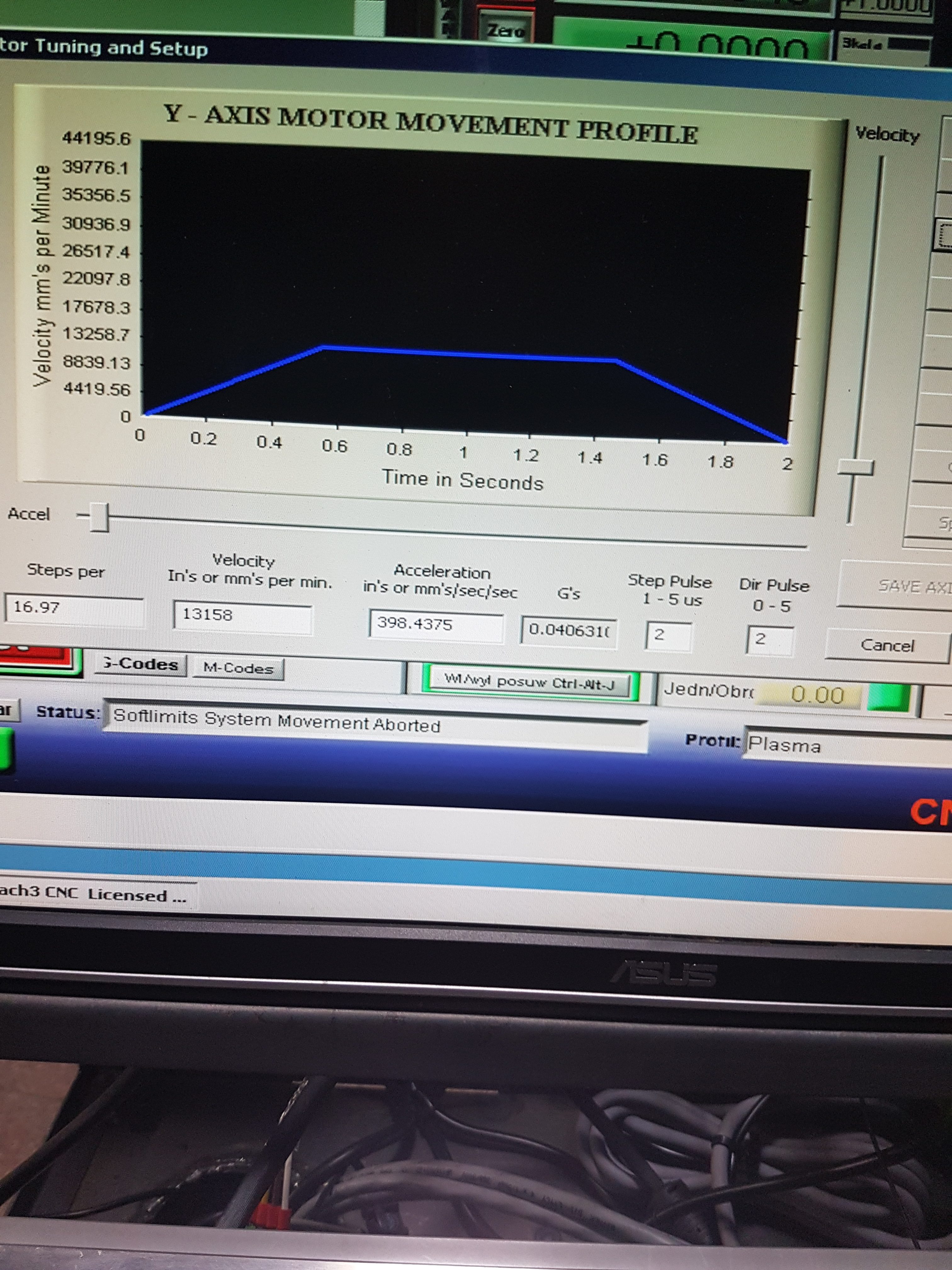
Tak korzystałem . Udało się poustawiać . Ciekawostka jest , ze na osiach X i Y mam dokładnie takie same listwy , kola i silniki ale Steps Per jest różny

, jeździ poprawnie wiec tak zostawiam.
Re: Steps per dla listwy zebatej
: 17 sty 2020, 10:50
autor: IMPULS3
blasterpl pisze:Ciekawostka jest , ze na osiach X i Y mam dokładnie takie same listwy
A składałeś listwy zębami do siebie i patrzyłeś czy pasują?