



1. 80mm
2. Oryginalne sterowanie mini tokarki , można je kupić na stronach USA z część mi do mini tokarek , kilka razy na forum poruszane
3.500W wystarcza w zupełności lecz wygodniej mieć nadmiar mocy , przy gwintowaniu to pomaga
4. gwintowanie na mini tokarce przy silniku 500W jest możliwe ale musi być sterowany jakimś układem aby dodać pre amper aby właśnie ten moment utrzymać. Oczywiście mówię o stali gatunkowej 45 i gwintowanie do gwintu M16 w przynajmniej 20 przejściach
5.Gwintuje od 300 do 600 obr/min zależy od skoku a moment przy toczeniu silnik trzyma od 150-250 do 1400obr/min na 1 biegu a na 2 biegu szybszym to od 400 do maxa
<oczywiście bez przesady trzeba dobrać odpowiedni wiór ja daje max 0.4mm i posuwy max 60mm/min >
6.nie rozwiązałem tego bo nie jest to mi potrzebne ale jest to możliwe choć przy moim sterowniku musiałbym się nasiedzieć troszkę a z punktu samego wykonania to 1 przekaźnik , obecnie niema żadnego przekaźnika podpiętego bo jak wyłączę wrzeciono w machu to pwm wynosi 0 i silnik wyłącza się
Napęd wrzeciona sterowany z programu mach 3


-
Kaz_Kaz
Autor tematu - Sympatyk forum poziom 2 (min. 50)
")
- Posty w temacie: 5
- Posty: 66
- Rejestracja: 30 mar 2011, 15:00
- Lokalizacja: Tarnów
Proszę o pomoc w konfiguracji impulsatora w mach3 (tokarka).
Zrobiłem impulsator ze schematu zamieszczonego na forum (transoptor szczelinowy, bramka schmitta). Zamocowałem go na silniczku z tarczą i nacięciem. Sygnał podłączyłem do wejścia INDEX. Niestety mach pokazuje mi dziwne prędkości wirowania. Nie wiem co należy pozmieniać, aby go skalibrować.
Zrobiłem impulsator ze schematu zamieszczonego na forum (transoptor szczelinowy, bramka schmitta). Zamocowałem go na silniczku z tarczą i nacięciem. Sygnał podłączyłem do wejścia INDEX. Niestety mach pokazuje mi dziwne prędkości wirowania. Nie wiem co należy pozmieniać, aby go skalibrować.
Kaz_Kaz
-
dziabi3
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 3
- Posty: 874
- Rejestracja: 13 sie 2009, 16:15
- Lokalizacja: xxx
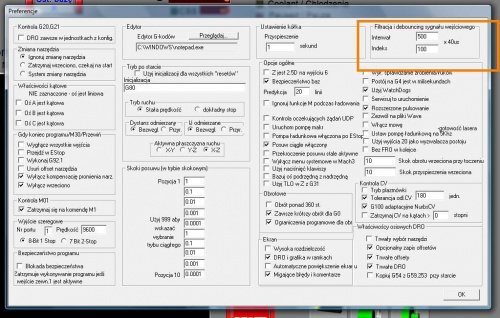
tam gdzie zaznaczyłem kolorkiem musisz dokonać zmian
i teraz możesz zrobić doświadczalnie lub policzyc
bo interwał to dla macha sygnał gdzie na tarczy niema wycięcia a indeks to sygnał kiedy czujnik trafia na szczelinę
czyli czas bez sygnału interwał i czas trwania indeks przy maksymalnych obrotach
lecz uprzedzam transoptor szczelinowy zwykły nie poleci więcej niż 1600 obr/min lecz to zależy od sztuki
w instrukcji macha jest pokazane jak liczyć czas trwania szczeliny
ale ja to zrobiłem tak że w okienku indeks wpisywałem wartości coraz mniejsze aż dojechałem do 1600 obr/min i dalej nie poszło a interwał wpisałem tak że zmierzylem jaki kont stanowi wycięcie szczeliny od środka tarczki
np jeżeli szczelina ma 6 stopni miary kontowej tarczki to stosunek indeks do interwał wynosi 1 do 30 bo 360 : 12 = 30 wiec dla mnie indeks miał 40 to 40 X 30 = 1200
a w realu u mnie interwał ma 800
wiec indeks 40 a interwał 800 i tarczka jest zrobiona z płyty cd a wycięcie ma około 18mm na obwodzie ale nie wycięte jako kwadrat tylko jak kawałek ciasta lub trapez
aby gwintować trzeba mieć macha 3 i co najmniej wersje z końcówka .29 np ta z cnc akcesoria w wersji angielskiej ta z strony art softu najnowsza nie działa a pl to kicha zwłaszcza ta z cnc profi fali się jak dziwka
i trzeba włączyć plugin thrade czy thrading 1.0.1 to wyjustowane warzne musi byc tak






