



Pomoc w napisaniu G-kodu MTS


-
kinga1503
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 4
- Posty: 0
- Rejestracja: 14 lis 2017, 00:08
Re: Pomoc w napisaniu G-kodu MTS
Obróbkę zgrabną mam zrobioną
Mógłbyś sprawdzić czy dobrze rozpisalam zaokrąglenia i fazy?
X-50 Y0
G1 G41 X-40 Y0
X-40 Y35 RND=5; pierwsze zaokragnienie
X34 Y40
X40 Y34; pierwsza faza
X40 Y-34
X34 Y-40; druga faza
X-35 Y-40 RND=5; drugie zaokraglenie
X-40 Y0
Dodane 4 minuty 23 sekundy:
N10 G54 G90
N15 T1 M6 D1
N20 S800 M3
N25 G0 X=-97.5 Y=42.5
N30
N30 G0 Z12.
N35 G1 Z0. F500
N40 G1 X97,5
N45 G1 Y2.5
N50 G1 X-97.5
N55 G1 Z10
N60 G0 Z100; PLANOWANIE KONIEC
N50 T2 M6 D1
N35 S2000 M3
N40 G0 X-65 Y-40; Najazd na pkt 1 w XY
N45 G0 Z10
N50 G1 Z0 F1000
N55 L1 P10
N60 M30
Podprogram L1
G91 Z-2
G90
G1 G41 X-55 Y-55; pkt2
G3 X-40 Y-40 CR=15; pkt3
G1 X-40 Y40; pkt4
G1 X40 Y40; pkt5
G1 X40 Y-40; pkt6
G1 X-40 Y-40; pkt 7
G2 X-55 Y-25 CR=15; pkt 8
G1 G40 X-65 Y-55; powrót na pkt1
M17
Mógłbyś sprawdzić czy dobrze rozpisalam zaokrąglenia i fazy?
X-50 Y0
G1 G41 X-40 Y0
X-40 Y35 RND=5; pierwsze zaokragnienie
X34 Y40
X40 Y34; pierwsza faza
X40 Y-34
X34 Y-40; druga faza
X-35 Y-40 RND=5; drugie zaokraglenie
X-40 Y0
Dodane 4 minuty 23 sekundy:
N10 G54 G90
N15 T1 M6 D1
N20 S800 M3
N25 G0 X=-97.5 Y=42.5
N30
N30 G0 Z12.
N35 G1 Z0. F500
N40 G1 X97,5
N45 G1 Y2.5
N50 G1 X-97.5
N55 G1 Z10
N60 G0 Z100; PLANOWANIE KONIEC
N50 T2 M6 D1
N35 S2000 M3
N40 G0 X-65 Y-40; Najazd na pkt 1 w XY
N45 G0 Z10
N50 G1 Z0 F1000
N55 L1 P10
N60 M30
Podprogram L1
G91 Z-2
G90
G1 G41 X-55 Y-55; pkt2
G3 X-40 Y-40 CR=15; pkt3
G1 X-40 Y40; pkt4
G1 X40 Y40; pkt5
G1 X40 Y-40; pkt6
G1 X-40 Y-40; pkt 7
G2 X-55 Y-25 CR=15; pkt 8
G1 G40 X-65 Y-55; powrót na pkt1
M17
-
grzeszko
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 266
- Rejestracja: 03 lip 2012, 20:36
- Lokalizacja: Tarnów
Re: Pomoc w napisaniu G-kodu MTS
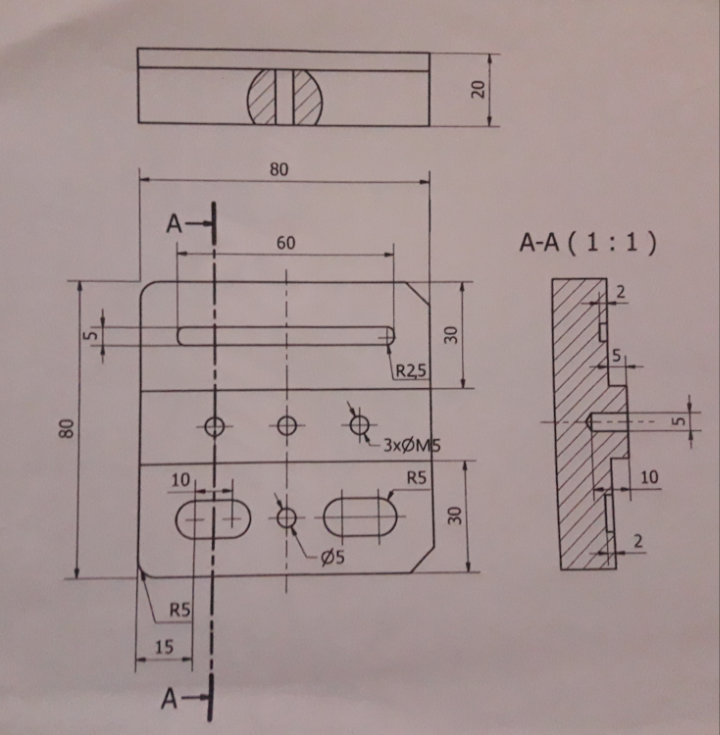
powiem tak, nie spotkałem sie z oznaczeniem 3x ØM5 czy tam jest podany gwint? jak nie ma glebokości gwintu podanej, nie wiem, program zrobiłem na samo wiercenie wiertlem Ø5.
jak dla mnie rysunek dziwnie zwymiarowany.
oczywiście nie robiłem zewnetrznego konturu tylko wszystko w srodku, nie wiem jaką masz technologie, jeśli w programie jest jakiś błąd to sorki, pisałem przy kolacji
popatrz jak napisałem kontury w jaki sposób, może wyciągniesz jakieś wnioski i pójdziesz dalej.
gdybyś była facetem pewnie bym nie pomógł. pozdro
:0024(BBBB)
(KOSTKA MOCOWANA W IMADLE)
G90G10L2P1X-221.8Y-113.7Z-552.7
N100(GLOWICA DO PLANOWANIA D25)
(FREZ PLYTKOWY 90STOPNI)
G0G91G28Z0
T21M6
S2500F1500M3
G0G90G54G40X-70Y40
G43H21D21Z10M8
(PLANOWANIE)
G01Z0
X40
G2 Y20 R20
G1X-40
G3Y0 R20
G1X40
G2 Y-20 R20
G1 X-40
G3 Y-40 R20
G1 X70
G0Z50
(FREZOWANIE)
G0 G90 G40 G54 X70 Y40
G0 Z10
G1 Z-2
G1 X-70
G1 G41 Y10
G1 X70
G1 G40 Y40
G1 Z-4
G1 X-70
G1 G41 Y10
G1 X70
G1 G40 Y40
G1 Z-5
G1 X-70
G1 G41 Y10
G1 X70
G1 G40 Y40
G0 Z50
G0 X-70 Y-40
G0 Z10
G1 Z-2
G1 X70
G1 G41 Y-10
G1 X-70
G1 G40 Y-40
G1 Z-4
G1 X70
G1 G41 Y-10
G1 X-70
G1 G40 Y-40
G1 Z-5
G1 X70
G1 G41 Y-10
G1 X-70
G1 G40 Y-40
G0Z200.M9
G0G91G28Z0
T22M6 (WIERTLO HART METAL D5)
S4500F600M3
G0G90G54G40X-20Y0
G43H22Z10M8
M7
G81 G98 Z-11. R5
X0 Y0
X20 Y0
G80
G0 G90 X0 Y-25
G81 G98 Z-25. R-2
G80
G0Z200.M9
G0G91G28Z0
T23M6 (VHM FREZ D4)
(FREZOWANIE KIESZENI)
S4500F500M3
G0G90G54G40X27.Y25.
G43H23D23Z10.M8
G1 Z-5.
G1 G41 Y27.5
G1 X-27.5 Z-5.5
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 G1 X-27.5 Z-6.
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X-27.5 Z-6.5
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X-27.5 Z-7.
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X-27.5
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X27.
G1 G40 Y25.
G0Z200.M9
G0G91G28Z0
T24M6 (VHM FREZ D10)
(FREZOWANIE KIESZENI)
S3000F500M3
G0G90G54G40X20Y-25
G43H24D24Z10M8
G1 Z-5
G1 G41 Y-30
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-5.5
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-6
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-6.5
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-7
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15
G3 Y-30 I0 J-5
G1 X20
G1 G40 X20 Y-25
G0 Z50
G0G90G54G40X-20.Y-25.
Z10
G1 Z-5.
G1 G41 Y-30.
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-5.5
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-6.
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-6.5
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-7.
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25.
G3 Y-30. I0 J-5
G1 X-20.
G1 G40 X-20. Y-25.
G0 Z50.
G0G91G30X0Y0Z0M5
G0G91G28Z0M5
G0G91G30X0Y0M9
M1
M30
jak dla mnie rysunek dziwnie zwymiarowany.
oczywiście nie robiłem zewnetrznego konturu tylko wszystko w srodku, nie wiem jaką masz technologie, jeśli w programie jest jakiś błąd to sorki, pisałem przy kolacji
popatrz jak napisałem kontury w jaki sposób, może wyciągniesz jakieś wnioski i pójdziesz dalej.
gdybyś była facetem pewnie bym nie pomógł. pozdro
:0024(BBBB)
(KOSTKA MOCOWANA W IMADLE)
G90G10L2P1X-221.8Y-113.7Z-552.7
N100(GLOWICA DO PLANOWANIA D25)
(FREZ PLYTKOWY 90STOPNI)
G0G91G28Z0
T21M6
S2500F1500M3
G0G90G54G40X-70Y40
G43H21D21Z10M8
(PLANOWANIE)
G01Z0
X40
G2 Y20 R20
G1X-40
G3Y0 R20
G1X40
G2 Y-20 R20
G1 X-40
G3 Y-40 R20
G1 X70
G0Z50
(FREZOWANIE)
G0 G90 G40 G54 X70 Y40
G0 Z10
G1 Z-2
G1 X-70
G1 G41 Y10
G1 X70
G1 G40 Y40
G1 Z-4
G1 X-70
G1 G41 Y10
G1 X70
G1 G40 Y40
G1 Z-5
G1 X-70
G1 G41 Y10
G1 X70
G1 G40 Y40
G0 Z50
G0 X-70 Y-40
G0 Z10
G1 Z-2
G1 X70
G1 G41 Y-10
G1 X-70
G1 G40 Y-40
G1 Z-4
G1 X70
G1 G41 Y-10
G1 X-70
G1 G40 Y-40
G1 Z-5
G1 X70
G1 G41 Y-10
G1 X-70
G1 G40 Y-40
G0Z200.M9
G0G91G28Z0
T22M6 (WIERTLO HART METAL D5)
S4500F600M3
G0G90G54G40X-20Y0
G43H22Z10M8
M7
G81 G98 Z-11. R5
X0 Y0
X20 Y0
G80
G0 G90 X0 Y-25
G81 G98 Z-25. R-2
G80
G0Z200.M9
G0G91G28Z0
T23M6 (VHM FREZ D4)
(FREZOWANIE KIESZENI)
S4500F500M3
G0G90G54G40X27.Y25.
G43H23D23Z10.M8
G1 Z-5.
G1 G41 Y27.5
G1 X-27.5 Z-5.5
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 G1 X-27.5 Z-6.
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X-27.5 Z-6.5
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X-27.5 Z-7.
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X-27.5
G3 Y22.5 R2.5
G1 X27.5
G3 Y27.5 R2.5
G1 X27.
G1 G40 Y25.
G0Z200.M9
G0G91G28Z0
T24M6 (VHM FREZ D10)
(FREZOWANIE KIESZENI)
S3000F500M3
G0G90G54G40X20Y-25
G43H24D24Z10M8
G1 Z-5
G1 G41 Y-30
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-5.5
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-6
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-6.5
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15 Z-7
G3 Y-30 I0 J-5
G1 X25
G3 X25 Y-20 I0 J5
G1 X15
G3 Y-30 I0 J-5
G1 X20
G1 G40 X20 Y-25
G0 Z50
G0G90G54G40X-20.Y-25.
Z10
G1 Z-5.
G1 G41 Y-30.
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-5.5
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-6.
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-6.5
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25. Z-7.
G3 Y-30. I0 J-5
G1 X-15.
G3 X-15. Y-20. I0 J5
G1 X-25.
G3 Y-30. I0 J-5
G1 X-20.
G1 G40 X-20. Y-25.
G0 Z50.
G0G91G30X0Y0Z0M5
G0G91G28Z0M5
G0G91G30X0Y0M9
M1
M30
dopiero się uczę
-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Re: Pomoc w napisaniu G-kodu MTS
Zgrabna to może być kobieta
Co do ostatniego wpisu to nie robiłbym kieszeni w rozmiarze 10mm frezem fi10 po 0,5mm zagłębianym... Na bocznej ściance wyjdą paski po przejściach... Chyba, że to tylko zgrubna ale nie ma naddatku na wykańczającą
-
grzeszko
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 2
- Posty: 266
- Rejestracja: 03 lip 2012, 20:36
- Lokalizacja: Tarnów
Re: Pomoc w napisaniu G-kodu MTS
fakt ale to jest MTS i na symulacji nie bedzie tego widać. ja na MTS miałem nauczyciela który pracował na obróbce pare lat i sie czepiał takich rzeczy w sumie.
dopiero się uczę






