




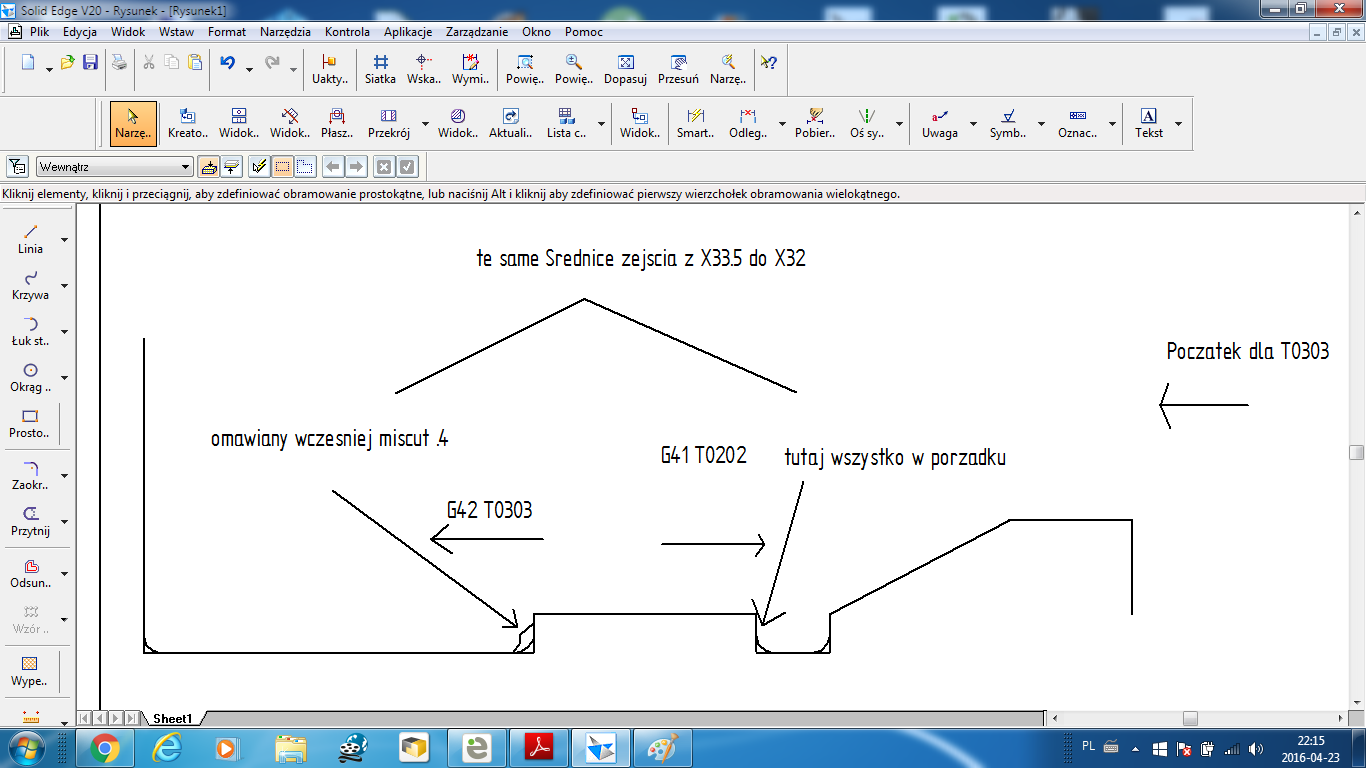
Problem pojawia się zawsze i wyłącznie gdy poprzez kompensację promienia G42 narzędzie schodzi z większej wartości osi X (np. X32) do (np.X31) najczęściej gdy chcę wykonać promień lub skos. Wtedy oto pojawia się miscut (pominięcie o wartość promienia płytki)- w tym przypadku jest to płytka wykańczająca o promieniu .4. Załączam zdjęcie ktore wykonałem z painta gdyż niestety nie mam teraz dostępu do programu lecz początek programu wraz z promieniami jest wykonany poprawnie. Co dziwne .używając identycznego narzędzia z identyczną płytką lecz lewostronnego ( w tym samym programie ) używając G41 tor narzędzia zostaje wykonany poprawnie bez żadnych problemów a średnica zejścia jest taka sama z większej do mniejszej. Bardzo proszę doświadczonych forumowiczów o pomoc.
Pozdrawiam



")








{kind=link}
{kind=link}