



PROBLEM Z PROMIENIAMI
-
MłodyTokarz
Autor tematu - Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 4
- Posty: 17
- Rejestracja: 03 mar 2015, 15:17
- Lokalizacja: Bydgoszcz
PROBLEM Z PROMIENIAMI
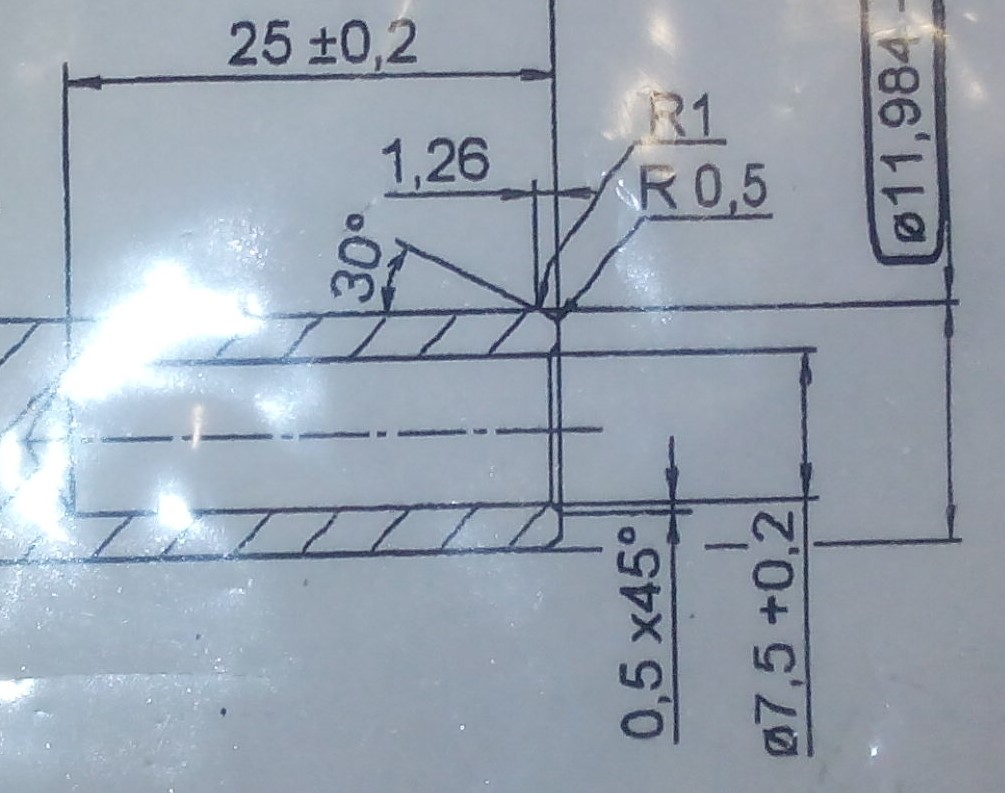
WITAM CZY POMOŻE KTOŚ Z PRZEJŚCIEM PROMIENIA W PROMIEŃ ... PONIŻEJ ZAMIESZCZAM WYCINEK ZDJĘCIA ... PROSZĘ O PODANIE WARTOŚCI POCZĄTKU I KOŃCA PROMIENIA R0,5 ORAZ R1 ORAZ O NAPISANIE PROGRAMU TYLKO TYCH PROMIENI ... STEROWANIE FANUC ... WIEM ŻE TO BĘDĄ WYCINKI PROMIENI I TRZEBA BĘDZIE UŻYĆ FUNKCJI "I" i "K" KTÓRYCH TEŻ DO KOŃCA NIE ROZUMIEM... BĘDĘ BARDZO WDZIĘCZNY JEŚLI KTOŚ POMOŻE MI Z NAPISANIE TEGO KAWAŁKA PROGRAMU ORAZ WYTŁUMACZY JAK DZIAŁA FUNKCJA "I" i "K" ...


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Re: PROBLEM Z PROMIENIAMI
Z ,,R'' też pójdzie.MłodyTokarz pisze:... WIEM ŻE TO BĘDĄ WYCINKI PROMIENI I TRZEBA BĘDZIE UŻYĆ FUNKCJI "I" i "K" KTÓRYCH TEŻ DO KOŃCA NIE ROZUMIEM...
Kod: Zaznacz cały
%
O12345
G28 U0
G54
T0101
G50 S1600
G97 S1600 M4
G00 Z1.
X9.951
G01 G42 X9.951 Z0. F0.1
G03 X10.817 Z-0.249 R0.5
G01 X11.957 Z-1.236
G03 X11.984 Z-1.286
G00 G40 X12. Z-1.286
G00 Z2.
G28 U0
M30
%
Tu było to wałkowane;...
ORAZ WYTŁUMACZY JAK DZIAŁA FUNKCJA "I" i "K" ...
https://www.cnc.info.pl/topics83/wartos ... t70725.htm
... dorzucę co nie co;
http://zapodaj.net/16c407b8e0803.jpg.html
http://zapodaj.net/fd56ce04ea4b5.jpg.html
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
MłodyTokarz
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 17
- Rejestracja: 03 mar 2015, 15:17
- Lokalizacja: Bydgoszcz
Dziękuje za odpowiedź... Mam jeszcze pytanie co to jest za symulator z którego Pan wziął wartości początku i końca promieni promienia R0,5 i R1 ...
Drugie pytanie < G03 X11.984 Z-1.286 > dlaczego w tym bloku nie ma podanego promienia ? W takim wypadku komputer sam sobie przeliczy ?
Pytanie nr 3 dotyczy I i K tzn. u nas programista nie raz łączy funkcję promienia R i I i K przykład:
G0 Z-2.0 X15.0; POZYCJA NAD I PRZED MATERIAŁEM
G1 Z0.0 ; DOJAZD DO MATERIAŁU
G1 X-1.5; PLANOWANIE
G1 X6.0;
G3 X6.4 Z0.4 R0.6 I0.0 K0.4;
G3 X12.0 Z8.0 R16 I0.0 K7.6;
G1 Z15.0;
G1 X16.0; WYJAZD NAD MATERIAŁ
Na moich maszynach Z jest odwrotnie niż u Pana dlatego proszę nie zwracać uwagi na znaki przy Z Wracając do tematu to jeśli łaczymy funcję promienia R oraz funkcję I i K to jakie zastosowanie ma funkcja I i K ... Wiem że wtedy przykładowo zmieniając K ten wycinek promienia kończy się w innym miejscu. Nie wiem czy dość zrozumiale piszę Mam nadzieję że bd Pan wiedział o co mi chodzi . Oczywiście te wartości co podałem są wymyślone jednakże chciałem pokazać przykład
Wracając do tematu to jeśli łaczymy funcję promienia R oraz funkcję I i K to jakie zastosowanie ma funkcja I i K ... Wiem że wtedy przykładowo zmieniając K ten wycinek promienia kończy się w innym miejscu. Nie wiem czy dość zrozumiale piszę Mam nadzieję że bd Pan wiedział o co mi chodzi . Oczywiście te wartości co podałem są wymyślone jednakże chciałem pokazać przykład
[ Dodano: 2015-10-24, 13:42 ]
Jeszcze jedna rzecz u nas w firmie programista nie stosuje kompensacji promienia narzędzia tylko po prostu dodajemy przykładowo promień płytki do promienia który jest na danym rysunku ale to już szczegół Chodzi mi o zrozumienie zasady działania I i K oraz jak najłatwiej wyliczyć miejsca początkowe i końcowe promieni i wycinków promieni
Drugie pytanie < G03 X11.984 Z-1.286 > dlaczego w tym bloku nie ma podanego promienia ? W takim wypadku komputer sam sobie przeliczy ?
Pytanie nr 3 dotyczy I i K tzn. u nas programista nie raz łączy funkcję promienia R i I i K przykład:
G0 Z-2.0 X15.0; POZYCJA NAD I PRZED MATERIAŁEM
G1 Z0.0 ; DOJAZD DO MATERIAŁU
G1 X-1.5; PLANOWANIE
G1 X6.0;
G3 X6.4 Z0.4 R0.6 I0.0 K0.4;
G3 X12.0 Z8.0 R16 I0.0 K7.6;
G1 Z15.0;
G1 X16.0; WYJAZD NAD MATERIAŁ
Na moich maszynach Z jest odwrotnie niż u Pana dlatego proszę nie zwracać uwagi na znaki przy Z
[ Dodano: 2015-10-24, 13:42 ]
Jeszcze jedna rzecz u nas w firmie programista nie stosuje kompensacji promienia narzędzia tylko po prostu dodajemy przykładowo promień płytki do promienia który jest na danym rysunku ale to już szczegół
-
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 8514
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Wartości początku i końca promieni wyliczyłem z konturu , który wykonałem sobie w programie CAD/CAM.MłodyTokarz pisze:Dziękuje za odpowiedź... Mam jeszcze pytanie co to jest za symulator z którego Pan wziął wartości początku i końca promieni promienia R0,5 i R1 ...
Można te wartości też z mniejszą dokładnością wyliczyć rysując sobie kontur w skali 1:10 na papierze milimetrowym.
ups...
Drugie pytanie < G03 X11.984 Z-1.286 > dlaczego w tym bloku nie ma podanego promienia ? W takim wypadku komputer sam sobie przeliczy ?....
http://zapodaj.net/1b1e5529de7e9.jpg.html
Przy G2/G3 używa się ,,R'' , albo ,,I '' i ,,K''....
Pytanie nr 3 dotyczy I i K tzn. u nas programista nie raz łączy funkcję promienia R i I i K przykład:
(....)
Wracając do tematu to jeśli łaczymy funcję promienia R oraz funkcję I i K to jakie zastosowanie ma funkcja I i K ... Wiem że wtedy przykładowo zmieniając K ten wycinek promienia kończy się w innym miejscu. Nie wiem czy dość zrozumiale piszę
Jak przeanalizujesz moje wcześniejsze rysunki to zrozumiesz.... Chodzi mi o zrozumienie zasady działania I i K oraz jak najłatwiej wyliczyć miejsca początkowe i końcowe promieni i wycinków promieni
http://zapodaj.net/16c407b8e0803.jpg.html
http://zapodaj.net/fd56ce04ea4b5.jpg.html
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
MłodyTokarz
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 17
- Rejestracja: 03 mar 2015, 15:17
- Lokalizacja: Bydgoszcz
-
 Krzycho_Wporzo
Krzycho_Wporzo
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 1
- Posty: 319
- Rejestracja: 05 wrz 2013, 10:08
- Lokalizacja: Częstochowa
Witam.MłodyTokarz pisze:Wracając do tematu to jeśli łaczymy funcję promienia R oraz funkcję I i K to jakie zastosowanie ma funkcja I i K ... Wiem że wtedy przykładowo zmieniając K ten wycinek promienia kończy się w innym miejscu
Jeśli korzystasz z parametrów I,K to jaki sens jest dokładać tam adres R dla promienia łuku ???
Ja również nie spotkałem się z takim zapisem na maszynie, ale jeśli programista dobrze napisze program, to jestem pewien że nie będzie potrzeby oszukiwać parametru I,K aby detal był wykonany prawidłowo.
Jednak w jednej z instrukcji coś znalazłem, ostatnie zdanie w tym linku:
http://zapodaj.net/47cd4171a2f07.png.html
Czyli jednak łączenie tych parametrów nie jest zabronione, ale pierwszeństwo ma R.
Albercik
-
MłodyTokarz
Autor tematu - Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 4
- Posty: 17
- Rejestracja: 03 mar 2015, 15:17
- Lokalizacja: Bydgoszcz
Ostatnie pytanie jaki program CAD/CAM polecacie ? Oczywiscie darmowy i najlepiej po polsku kiedys korzystalem z Inventora ale licencja sie skonczyla jak skonczylem szkole juz kilka lat minelo wiec dobrze by bylo przypomniec sobie co nieco Jakis nieskaplikowany ale pomocny w liczeniu wartosci promieni tak jak w tym przypadku Dzieki za odpowiedz







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}