



")
jestem kompletnie zielony w generowaniu, obsługi gcodów i macha3.
Potrzebuję w jakiś sposób zamienić ruch osi Z, który jest generowany przy wierceniu otworów wiadomo w obie strony (góra dół) na ruch w jedną tylko stronę, czyli tak jak by oś Z nie cofałaby się z powrotem tylko silnik krokowy kręci się w jedna stronę.
Próbowałem robić to w sposób używając 4 oś lecz zamiast punktów zrobiłem odcinki i pomiędzy nimi w gcodzie wklejałem:
X-21.0134 Y-5.5268
A 0
A 359
X-22.8936 Y-5.7478
uzyskiwałem w ten sposób ruch osi A w jedną stronę pomiędzy odcinkami,
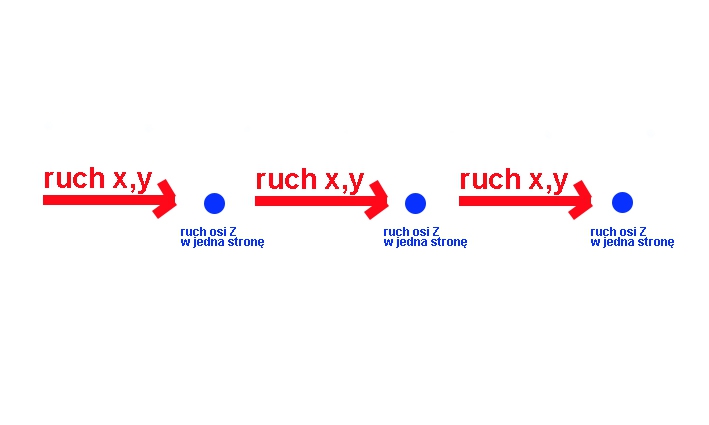
wszytko byłoby ok ale sporo jest tych odcinków i strasznie dużo czasu poświęcam na wklejanie (A359 A0) między linijkami, a że można narysować jakąś krzywą w autocadzie i podzielić na punkty w równych odległościach i przy generowaniu gcodu jest to wiercenie otworów ułatwiło by mi to pracę lecz nie wiem czy da się wygenerować ruch osi Z bez cofania jej. Silnik odpowiadający za oś Z chodzi luzem tzn. nie jet połączony ze śrubą trapezową czy paskiem. Trochę pokrętnie to wytłumaczyłem, dołączam jeszcze rysunek, który może pomoże zrozumieć o co mi chodzi, było by fajnie gdyby ktoś dał mi jakąś wskazówkę.
Pozdrawiam!



")






