



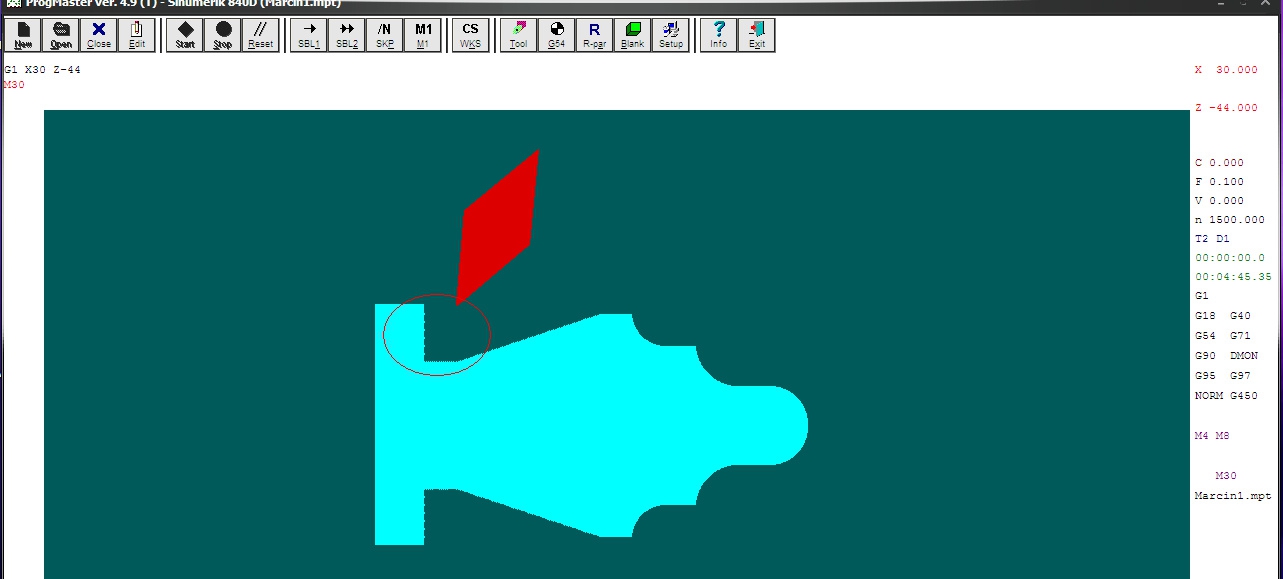
Witam mam problem z zjazdem po rampie i łukiem na obrazku zaznaczone na czerwono .
Do tej pory napisałem tyle co wpisałem. Proszę o pomoc w napisaniu , abym mógł ruszyć z miejsca .
G54
T3D1 S1500 M4 F0.1 M8
;PLANOWANIE CZOLA
G0 X33 Z0
G1 X-2 Z0
G1 X-2 Z3
G0 X28 Z3
G0 X28 Z3
;1
G0 X28 Z3
G1 X28 Z-48
G1 X33 Z-48
G0 X34 Z3
;TOCZENIE FI FI28 I R4
S2500
;R1
G0 X26 Z3
G1 X26 Z-18
G2 X28 Z-19 I1 K0
G1 X30 Z-19
G0 X30 Z3
;R2
G0 X24 Z3
G1 X24 Z-18
G2 X28 Z-20 I2 K0
G1 X30 Z-20
G0 X30 Z3
;R3
G0 X22 Z3
G1 X22 Z-18
G2 X28 Z-21 I3 K0
G1 X30 Z-21
G0 X30 Z3
;R4
G0 X20 Z3
G1 X20 Z-18
G2 X28 Z-22 I4 K0
G1 X30 Z-22
G0 X30 Z3
;TOCZENIE FI20 I R5
;R1
G0 X18 Z3
G1 X18 Z-9
G2 X20 Z-10 I1 K0
G1 X30 Z-10
G0 X30 Z3
;R2
G0 X16 Z3
G1 X16 Z-9
G2 X20 Z-11 I2 K0
G1 X30 Z-11
G0 X30 Z3
;R3
G0 X14 Z3
G1 X14 Z-9
G2 X20 Z-12 I3 K0
G1 X30 Z-12
G0 X30 Z3
;R4
G0 X12 Z3
G1 X12 Z-9
G2 X20 Z-13 I4 K0
G1 X30 Z-13
G0 X30 Z3
;R5
G0 X10 Z3
G1 X10 Z-9
G2 X20 Z-14 I5 K0
G1 X30 Z-14
G0 X30 Z3
;TOCZENIE R5 OD CZOLA
;R1
G1 X8 Z0
G3 X10 Z-1 I0 K-1
G1 X12 Z-1
G0 X12 Z3
;R2
G1 X6 Z0
G3 X10 Z-2 I0 K-2
G1 X12 Z-2
G0 X12 Z3
;R3
G1 X4 Z0
G3 X10 Z-3 I0 K-3
G1 X12 Z-3
G0 X12 Z3
;R4
G1 X2 Z0
G3 X10 Z-4 I0 K-4
G1 X12 Z-4
G0 X12 Z3
;R5
G1 X0 Z0
G3 X10 Z-5 I0 K-5
G1 X12 Z-5
G0 X12 Z3
G0 X100 Z10
;TOCZENIE RAMPY
T2D1
;1
G0 X33 Z0
G1 X28 Z-26
G1 X26 Z-44
;2
G0 X33 Z0
G1 X28 Z-26
G1 X24 Z-44
;3
G0 X33 Z0
G1 X28 Z-26
G1 X22 Z-44
;4
G0 X33 Z0
G1 X28 Z-26
G1 X20 Z-44
;5
G0 X33 Z0
G1 X28 Z-26
G1 X18 Z-44
;6
G0 X33 Z0
G1 X28 Z-26
G1 X16 Z-44
;TOCZENIE FI16 I R6
;R1
G1 X26 Z-44
G2 X28 Z-45 I1 K0
G1 X33 Z-45
;R2
G1 X24 Z-44
G2 X28 Z-46 I2 K0
G1 X33 Z-46
;R3
G1 X22 Z-44
G2 X28 Z-47 I3 K0
G1 X33 Z-47
;R4
G1 X20 Z-44
G2 X28 Z-48 I4 K0
G1 X33 Z-48
;R5
G1 X18 Z-44
G2 X28 Z-49 I5 K0
G1 X33 Z-49
;R6
G1 X16 Z-44
G2 X28 Z-50 I6 K0
G1 X33 Z-50
Pomoc w napisaniu G-Code


-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
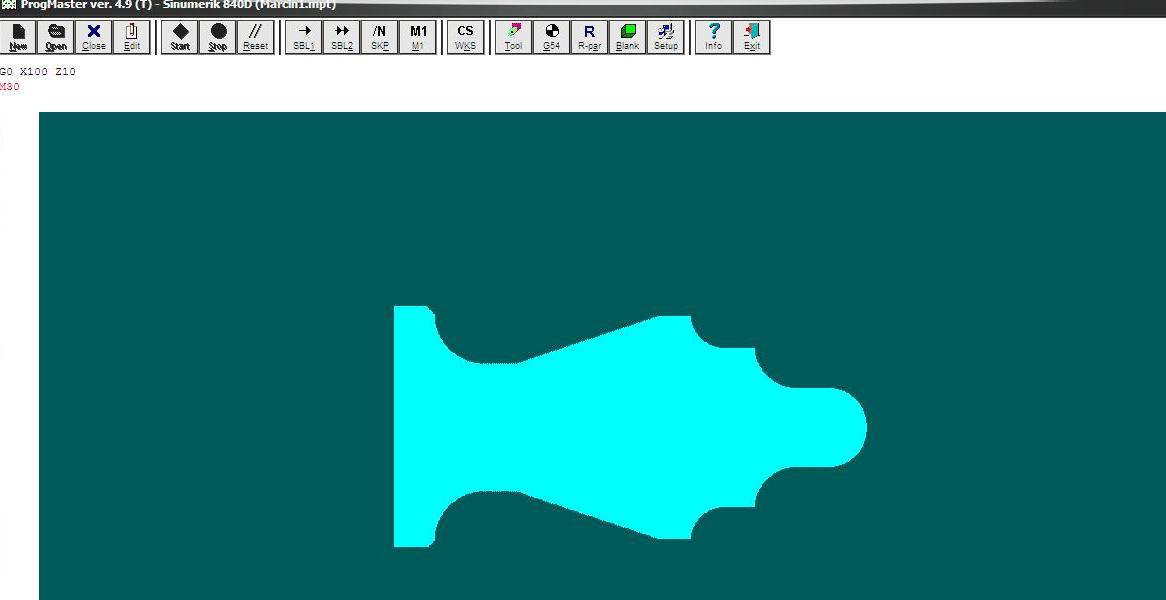
Jeśli baza (G54) w Twoim programie jest tu;
http://zapodaj.net/ca99bafe34232.jpg.html
, to dalsza część konturu będzie przebiegała tak;
http://zapodaj.net/2d9414f43ff01.jpg.html
p.s.
Znasz cykle obróbkowe?
Mariusz.
http://zapodaj.net/ca99bafe34232.jpg.html
, to dalsza część konturu będzie przebiegała tak;
Kod: Zaznacz cały
...
G01 X28. Z-26. F0.15
X16. Z-44.
Z-48.
G02 X28.Z-54.R6.
G01 X30. Z-55.
....p.s.
Znasz cykle obróbkowe?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki
-
marcin922
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 3
- Rejestracja: 04 kwie 2015, 20:50
- Lokalizacja: Tychy
Witam dziękuje za odzew. Tak znam cykle.
Zrobiłem zjazd po rampie ale nadal mam problem z łukiem.
Proszę o wskazówki.
Program pisze w Progmaster Sinumerik 840D
G54
T3D1 S1500 M4 F0.1 M8
;PLANOWANIE CZOLA
G0 X33 Z0
G1 X-2 Z0
G1 X-2 Z3
G0 X28 Z3
G0 X28 Z3
;1
G0 X28 Z3
G1 X28 Z-48
G1 X33 Z-48
G0 X34 Z3
;TOCZENIE FI FI28 I R4
S2500
;R1
G0 X26 Z3
G1 X26 Z-18
G2 X28 Z-19 I1 K0
G1 X30 Z-19
G0 X30 Z3
;R2
G0 X24 Z3
G1 X24 Z-18
G2 X28 Z-20 I2 K0
G1 X30 Z-20
G0 X30 Z3
;R3
G0 X22 Z3
G1 X22 Z-18
G2 X28 Z-21 I3 K0
G1 X30 Z-21
G0 X30 Z3
;R4
G0 X20 Z3
G1 X20 Z-18
G2 X28 Z-22 I4 K0
G1 X30 Z-22
G0 X30 Z3
;TOCZENIE FI20 I R5
;R1
G0 X18 Z3
G1 X18 Z-9
G2 X20 Z-10 I1 K0
G1 X30 Z-10
G0 X30 Z3
;R2
G0 X16 Z3
G1 X16 Z-9
G2 X20 Z-11 I2 K0
G1 X30 Z-11
G0 X30 Z3
;R3
G0 X14 Z3
G1 X14 Z-9
G2 X20 Z-12 I3 K0
G1 X30 Z-12
G0 X30 Z3
;R4
G0 X12 Z3
G1 X12 Z-9
G2 X20 Z-13 I4 K0
G1 X30 Z-13
G0 X30 Z3
;R5
G0 X10 Z3
G1 X10 Z-9
G2 X20 Z-14 I5 K0
G1 X30 Z-14
G0 X30 Z3
;TOCZENIE R5 OD CZOLA
;R1
G1 X8 Z0
G3 X10 Z-1 I0 K-1
G1 X12 Z-1
G0 X12 Z3
;R2
G1 X6 Z0
G3 X10 Z-2 I0 K-2
G1 X12 Z-2
G0 X12 Z3
;R3
G1 X4 Z0
G3 X10 Z-3 I0 K-3
G1 X12 Z-3
G0 X12 Z3
;R4
G1 X2 Z0
G3 X10 Z-4 I0 K-4
G1 X12 Z-4
G0 X12 Z3
;R5
G1 X0 Z0
G3 X10 Z-5 I0 K-5
G1 X12 Z-5
G0 X12 Z3
G0 X100 Z10
;TOCZENIE RAMPY
T2D1
;1
G0 X30 Z0
G1 X28 Z-26
G1 X26 Z-44
G1 X26 Z-48
;2
G0 X30 Z0
G1 X28 Z-26
G1 X24 Z-44
G1 X24 Z-48
;3
G0 X30 Z0
G1 X28 Z-26
G1 X22 Z-44
G1 X22 Z-48
;4
G0 X30 Z0
G1 X28 Z-26
G1 X20 Z-44
G1 X20 Z-48
;5
G0 X30 Z0
G1 X28 Z-26
G1 X18 Z-44
G1 X18 Z-48
;6
G0 X30 Z0
G1 X28 Z-26
G1 X16 Z-44
G1 X16 Z-48
M30
Zrobiłem zjazd po rampie ale nadal mam problem z łukiem.
Proszę o wskazówki.
Program pisze w Progmaster Sinumerik 840D
G54
T3D1 S1500 M4 F0.1 M8
;PLANOWANIE CZOLA
G0 X33 Z0
G1 X-2 Z0
G1 X-2 Z3
G0 X28 Z3
G0 X28 Z3
;1
G0 X28 Z3
G1 X28 Z-48
G1 X33 Z-48
G0 X34 Z3
;TOCZENIE FI FI28 I R4
S2500
;R1
G0 X26 Z3
G1 X26 Z-18
G2 X28 Z-19 I1 K0
G1 X30 Z-19
G0 X30 Z3
;R2
G0 X24 Z3
G1 X24 Z-18
G2 X28 Z-20 I2 K0
G1 X30 Z-20
G0 X30 Z3
;R3
G0 X22 Z3
G1 X22 Z-18
G2 X28 Z-21 I3 K0
G1 X30 Z-21
G0 X30 Z3
;R4
G0 X20 Z3
G1 X20 Z-18
G2 X28 Z-22 I4 K0
G1 X30 Z-22
G0 X30 Z3
;TOCZENIE FI20 I R5
;R1
G0 X18 Z3
G1 X18 Z-9
G2 X20 Z-10 I1 K0
G1 X30 Z-10
G0 X30 Z3
;R2
G0 X16 Z3
G1 X16 Z-9
G2 X20 Z-11 I2 K0
G1 X30 Z-11
G0 X30 Z3
;R3
G0 X14 Z3
G1 X14 Z-9
G2 X20 Z-12 I3 K0
G1 X30 Z-12
G0 X30 Z3
;R4
G0 X12 Z3
G1 X12 Z-9
G2 X20 Z-13 I4 K0
G1 X30 Z-13
G0 X30 Z3
;R5
G0 X10 Z3
G1 X10 Z-9
G2 X20 Z-14 I5 K0
G1 X30 Z-14
G0 X30 Z3
;TOCZENIE R5 OD CZOLA
;R1
G1 X8 Z0
G3 X10 Z-1 I0 K-1
G1 X12 Z-1
G0 X12 Z3
;R2
G1 X6 Z0
G3 X10 Z-2 I0 K-2
G1 X12 Z-2
G0 X12 Z3
;R3
G1 X4 Z0
G3 X10 Z-3 I0 K-3
G1 X12 Z-3
G0 X12 Z3
;R4
G1 X2 Z0
G3 X10 Z-4 I0 K-4
G1 X12 Z-4
G0 X12 Z3
;R5
G1 X0 Z0
G3 X10 Z-5 I0 K-5
G1 X12 Z-5
G0 X12 Z3
G0 X100 Z10
;TOCZENIE RAMPY
T2D1
;1
G0 X30 Z0
G1 X28 Z-26
G1 X26 Z-44
G1 X26 Z-48
;2
G0 X30 Z0
G1 X28 Z-26
G1 X24 Z-44
G1 X24 Z-48
;3
G0 X30 Z0
G1 X28 Z-26
G1 X22 Z-44
G1 X22 Z-48
;4
G0 X30 Z0
G1 X28 Z-26
G1 X20 Z-44
G1 X20 Z-48
;5
G0 X30 Z0
G1 X28 Z-26
G1 X18 Z-44
G1 X18 Z-48
;6
G0 X30 Z0
G1 X28 Z-26
G1 X16 Z-44
G1 X16 Z-48
M30
Ostatnio zmieniony 05 kwie 2015, 21:25 przez marcin922, łącznie zmieniany 1 raz.







{kind=link}
{kind=link}